以往,0.4mm间距QFP因其自身固有问题(引 脚强度低,容易弯曲等),以及装配工艺(印 刷、焊接短路)故障率高,被视为低通过率的 器件;因此,大尺寸0.4mm间距QFP在复杂的通讯产品设 计中是不被推荐的。
但是,由于目前器件可选择性的限制,在某些复杂产品 上又开始使用0.4mm间距QFP,这对目前基于0.5mm间距 QFP的装配工艺,尤其是印刷工艺来说是一个很大的挑战。
为评估0.4mm 间距QFP器件的焊膏印刷稳定性,以及 为优化0.4mm 间距QFP印刷工艺提供有效参考依据,我们进行了如下研究。
印刷工艺试验
印刷工艺研究在印刷试验板上进行,选用的是144个 引脚的0.4mm间距的QFP图形。考虑到通讯产品上其它器 件需求,按照IPC标准通过计算,模板厚度定为130μm[模 板厚度取决于印刷规律,开孔最小直径(宽度)必须大 于模板厚度,以确保印刷过程中焊膏流动流畅,而焊膏 沉积层厚度由模板厚度决定]。模板制作采用传统的激光 切割加抛光工艺,开口方式采用已知器件引脚焊盘尺寸 200×1400μm。焊膏选用常用的3号粉SnPb焊膏。采用 DEK印刷机作为试验的印刷设备。校准过的SE300作为印刷 试验的测量系统。
众所周知,影响印刷结果的因素有很多,例如:印刷 机稳定性和精度、模板、光板质量、焊膏、刮刀压力和速 度、前后刮刀走向、脱模速度、擦拭频率、温度、湿度、 操作工技能……
以现有的能力无法针对所有的因素进行具体的试验, 为简化试验过程,首先项目小组利用头脑风暴法寻找可能 影响印刷结果的诸多因素,并对所收集到的诸多因素利用FMEA方法进行筛选,最后选出评分最高的三个参数作为此次研究的重点:
速度:印刷速度取决于膏体类型、刮刀压力以及印刷 经验等各个因素;
压力:刮刀压力由焊膏种类,模板表面粗糙程度以及 印刷经验等因素共同决定,在确保印刷结束后模板表面保 持清洁的前提下,应尽量降低刮刀压力,所以我们选择压 力时从最小值作为基准来计算高低水平;
脱模速度:主要目的在于分离模板与刮刀之间的焊 膏,将印刷焊膏留在基板上,分离速度视模板内壁的粗糙 程度以及焊膏的流变能力而定,我们参考目前网板制作工艺和焊膏型号来定义高低水平。
印刷参数优化试验
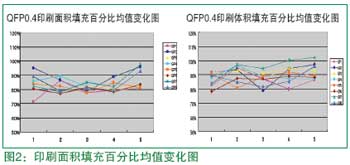
应用试验设计(DOE)方法对过程能力进行评估,印 刷参数选择包括:速度、压力和脱模速度作为变量因子(其 它参数固定),采用高、低两个水平,参数设计如表1所示;印刷效果照片如图1所示。
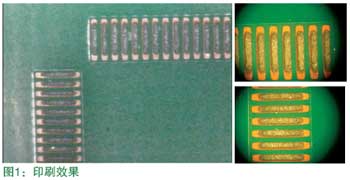
对印刷结果进行目视检查没有发现桥连现象。收集 SE300所获数据进行分析,计算每组印刷产品的印刷高度、 面积、体积均值。从每组印刷的高度、面积、体积的均值 变化观察,看不出明显的变化趋势和效果明显较好的结果(见图2),也找不到明显的变化趋势可循。
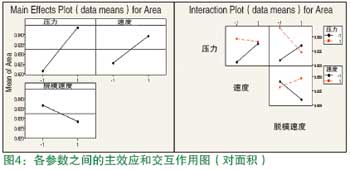
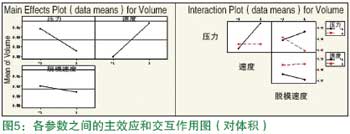
通过对所得数据的进一步分析我们获得了各参数之 间的主效应和交互作用图3~图5。由主效应和交互作用图 可以得出以下结论:压力大小会直接影响印刷高度;而压 力、速度、脱模速度以及它们的交互作用基本不会影响印 刷面积;速度和速度与压力的交互作用会对印刷体积有影响。
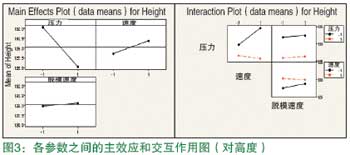
因此,在选定水平内,脱模速度对印刷工艺没有明 显影响,可以先以常用的一个水平参数固定(我们选用了 1mm/s)。为进一步来分析压力和速度对印刷效果的影响, 以获得较好印刷参数组合,接下来进行以压力和速度作为变 量因子(其它参数固定不变),采用高、中、低三个水平的两因子三水平(32)试验,试验参数设计如表2所示。

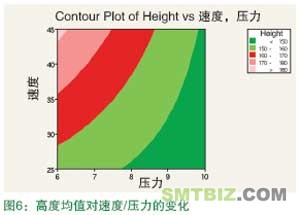
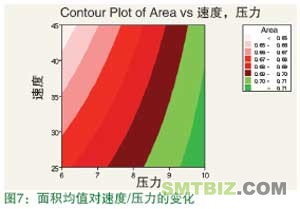
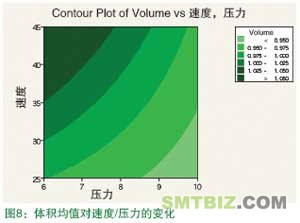
同样对印刷结果进行目视检查没有发现桥连现象。从 每组印刷的高度、面积、体积的均值变化同样观察不出明 显的变化趋势和效果明显较好的结果。对收集到的数据进 行进一步分析,寻找在最优设置组合(见图6~图8)。
参考所用的印刷标准(±30%),由以上三组图可以 分析出适用的压力值和速度在图中绿色区域进行组合时,印刷效果可满足高度、面积、体积的要求。
印刷频率试验
通常情况下,每次印刷过程结束后都要进行擦板,定 期擦板能够使印刷效果得到改善。采用前面试验的结果, 考察擦拭频率对印刷结果的影响,确定最适合且经济可行 的擦拭频率。
选用以上范围内的任意参数组合进行,印刷后采用 SE300检查印刷质量(主要是桥连、高度、体积等情况), 发现从21块开始出现桥连现象,比较相同测试板上其它器 件的需要,0.4mm间距QFP器件在适当印刷参数设定下, 对擦拭频率并没有特殊要求。
在确定好的擦拭频率下 (20-3=17) 重复印刷3组(每组 10块),用SE300检查桥连、高度,体积等参数,没有发 现明显不合格印刷现象。因此,我们所选的擦拭频率比较适合0.4mm间距QFP的印刷工艺。
总结
根据以上试验结果,我们可以得出以下几个结论:1、
大尺寸0.4mm间距QFP在复杂通讯产品上的印刷虽 然具有一定的挑战性,但通过网板的设计改变,印刷参数的 适当设置,还是能找到足够匹配现有装配工艺的工艺窗口;
2 、从选择的参数看,压力和速度的组合将影响印刷结 果,所以在调整其中一个参数时必须考虑同时对另一个参 数进行调整,这个结果也符合通常印刷过程参数调整的基 本思路;
3、大尺寸的0.4mm间距QFP器件对擦拭频率并没有特 殊要求;
4、印刷设备、印刷环境以及焊膏(尤其是焊膏随时间 而发生的特性变化)等条件的不同,得出的结果可能会有 一定的差异。
本次工艺研究只涉及了大尺寸0.4mm间距QFP器件的 印刷工艺,并未涉及器件本身质量的研究,而0.4mm间距 QFP器件,尤其是大尺寸的器件的引脚质量(弯曲,共面 性)都会影响到最终的焊接缺陷率,这一点是在0.4mm间距QFP器件装配工艺研究中特别需要关注的。


