在理想世界中,不需要将擦网(USC,understencil cleaning)当成是印刷工艺的一部分,因 为不论在清洗还是在补充擦网纸和溶剂时均不能进行生产,因此,制造商把擦网看作是非生产性开支。
在实际生产中,定期清洗是必须的,因为无论是焊 膏转印率,还是钢网和PCB之间的接触,都不可能达到 100%。钢网开孔中的焊膏残留,以及渗漏到钢网底面的焊 膏都会导致接下来印刷中缺陷率的升高。其中,常见的缺陷有:焊盘上的焊膏不足、桥连和PCB表面的焊膏污染。
工艺的优化
工程师在设置印刷工艺时应仔细加以考虑,以决定每 次擦网之间的最长间隔,并达到令人满意的印刷效果,实现 产出的最优化。
计算理想的时间间隔取决于使用的网板种类、开孔尺 寸、间距,以及可接受的参数极限,例如最低的焊膏沉积 量。工程师可以使用SPC软件等作为分析工具确定这些极 限。
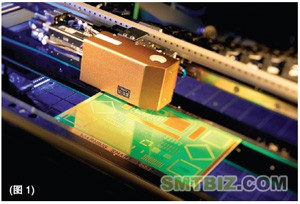
DEK的2Di系统等机上检验系统能够检测出焊膏的过量 或不足,以及桥连或焊膏污染(见图1)。通过确定这些最 低可接受的测量值,工程师使用SPC软件进行检验,以确定 每次擦网之间可行的最长间隔。这样工艺工程师能够把擦网带来的非生产性开支分摊到尽可能多的板子上。
通过将清洗周期间隔拉到最大,使每一个印刷周期内 板子的印刷数量达到最大,工程师还能减少擦拭纸和溶剂的 消耗量,并通过减少补充擦拭纸和溶剂的机器停工时间,进 一步降低擦网的成本。
如果从一开始就正确地确定能接受的清洗极限值,那 么就能通过延长擦网间隔的时间进一步提高生产力。任何 间隔时间的不当延长都会增加次品数量,导致良率降低。 因此,要提高生产力,需要改进擦网的系统性能。一般而 言,擦网系统的开发者们倾向于将重点放在减少一个完整 的清洗周期和在减少用于补充耗材的时间上。可以通过更 加彻底地清洗开孔而赢得一些优势,从而使擦网周期的间隔变得更长,但是这些改变是微不足道的,而且很难量化。
擦网周期
清楚地理解擦网工艺有助于明确需要改进的节点。对 于绝大多数产品而言,只要有三个清洗步骤就足够了,典 型地是由一个湿式、一个真空和一个干式清洗工序组成。
标准的擦拭纸擦网的操作工序是将擦拭纸卷到预先 设置的距离,那是在产品程序中确定的,然后喷出溶剂在 擦拭纸上,再将擦拭纸与钢网进行接触,从前扫到后;接着,系统将擦拭纸再卷进一次,然后系统再进行真空清洗,系统通过真空吸附工序,将溶剂蒸汽和多余的焊膏从钢网的底部吸到纸上;接着,擦拭纸第三次卷动,接着系统再进行最后一次的干式清洗。整个清洗周期结束后,纸架就停下来,直到下一个印刷周期再投入使用。
为了缩短清洗周期,这一顺序可以加快。例如,可以 让纸在网板表面移动得更快。为了做到这一点同时又保证 清洗效果,必须对系统的性能进行改进,例如,可以使用 吸力更强的真空装置。或增强清洗头的设计,例如,使它 可以支持各种清洗,由此减少单独清洗的次数即可完成湿 式、真空和干式清洗步骤。
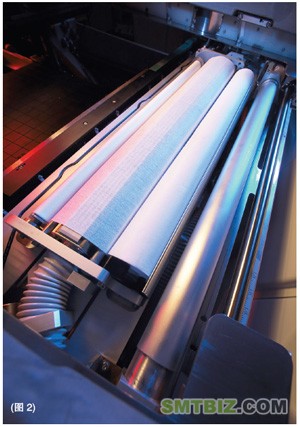
这种系统的一个例子就是DEK的Cyclone擦网系统, 它能增加清洗头覆盖的网板表面的有效面积,同时所需的 清洗时间更短,由此进一步缩短了清洗时间。(见图2)此 外,当系统在清洗网板时,清洗头还引进了一个横向擦洗 的动作,这使得清洗头的速度可以加快,同时又保障了清 洗的有效性。
节省补充耗材的时间
节省补充耗材时间的设计,同样能为终端用户带来提 高生产力的好处。当操作员为一个标准的擦网系统补充纸 卷时,他必须按规定顺序进行操作:取出用过的纸,装上 新的纸卷,将新纸卷按规定路线穿过清洗机绕到卷筒上。 操作员必须特别仔细,以保证纸要同卷筒的轴保持平行, 并保持正确的张力,这样才能使机器顺利地操作。
传统的擦网系统补充纸的时间一般为3~8分钟,这取 决于操作员的技巧或经验。
显而易见,清洗系统如果能节省补充耗材的时间,那 么它就能极大地提高生产力。擦网系统最新的发展包括: 引进清洗盒,这使得操作员可以把整个纸卷支架作为一个单位进行更换(见图3)。这使得操作员无需取出用过的纸、更换卷筒,同时操作员也无需按规定路线将纸穿过机器、将新的纸卷同轴对齐。纸的正确张力也已预先设定,这样节省了时间,消除了人工出错的可能性。除了节省更换时间以外,盒式系统更容易操作、简单的安装,从而减少了对操作员的培训时间。

以Cyclone系统为例,它的清洗盒可以拆卸,使操作 员可以无需帮助在最多40秒的时间内拿掉并更换纸卷。然 而,即使是极大地加快补充耗材的时间对于有些制造商来 说还是不够,尤其对大批量产品制造商而言,因为他们追 求生能最大化,迫使工程师寻求各种其他可能的速度优势。
这些客户中有些已经成功地将盒式擦网系统的更换耗 材时间减少到不足40秒,这通过用最新的设备、增加操作 中的操作员数量就可以做到。
当使用中心对齐的网板时,这种方法可以节省最多 的时间,因为必须拿掉网板才能补充擦网所用的纸卷。当 更换清洗盒时,一名操作员拿掉钢网,举着它,准备好再 次安装,而第二名操作员拿掉用过的清洗盒,第三名操作 员接着安装新的清洗盒,然后再安装网板、盖上机器的盖 子,使印刷可以继续。接着三名操作员再回去做他们通常的任务。
(图4)整个工艺就像汽车大奖赛的停站加油换胎一样顺 畅而协调。正如一辆赛车能在加油点迅速得到服务、重新 回到跑道上一样,机器的耗材得到了更换,又准备好在几 秒后重新全速运行。受过良好培训的团队能够很好的完成 擦网系统耗材的更换,并在15秒的时间内让丝网印刷机重新投入运行。

结论
在当今时代,哪怕是很小的竞争上优势也可以成为在 市场取得巨大成功的因素,因此,能减少设备非生产性周 期产生的开支可以为制造商带来切实的价值。
擦网的周期时间和更换耗材时间减少,这一同丝网印 刷机有关的技术显示出制造商是如何依赖新技术来持续对已 经优化的工艺进行改进。某些用户发展出使用基于新的盒式 系统的更换方法,这显示出最具有想象力的工程师总是能找(图 3) 到别人想不到的方式,来为用户提供额外的优势。


