在全球范围内,电子技术及其各种应用的发展步 伐始终没有停止过。越来越多的功能正在被集 成于更小的模块中。从SMD到微电子学,挑战 已不仅局限于简单地将元器件小型化,相应地,工程师们 必须分析各种材料之间的交互作用,并将其应用于制造工 艺中。为了在所有的环节实现完美的产品可制造性,产品 制造商必须咨询设计公司、PCB制造商、丝网印刷机/网板 和焊膏制造商、贴片机制造商,以及回流焊接设备制造商的专家们,只有共同的努力才能确保最终产品的高质量。
PCB设计和焊盘布局
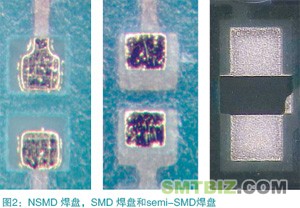
在SMT组装中,广泛采用NSMD(非阻焊层定义) 焊盘;然而,小型无源元件则趋向于使用SMD(阻焊层 定义)焊盘。这两种焊盘的差异图像见图2。左图中, NSMD 焊盘具有典型的非阻焊层定义开口, 右图中的 SMD焊盘的铜箔延伸到可见的阻焊层下面。
近来,两种类型焊盘的组合叫半阻焊层定义焊盘被发 明,它似乎结合两者的优点。当对这三者进行比较时,我 们的疑问是:它们在焊膏印刷、贴装和回流焊过程中,是否会有不同的表现?
仔细观察这些工艺,可以发现当两个非常靠近的元件 被布置于光板上并不具有电气和制造的问题,所有三种类 型的焊盘不表现显著的差异。相对于光板的制造、焊膏印 刷和元件贴装,我们发现以下情况:
• 所有三种类型焊盘的极限间隙不小于150 μm • 板子的限制因素是阻焊膜的对准公差目前是+/-50μm
• 针对焊膏印刷,在两个开口间保留的钢网材料具有足 够的机械强度且无任何损伤发生
• SMD(阻焊层定义)或semi-SMD(半阻焊层限定义) 焊盘的优点是钢网可以完全覆盖在阻焊层上保证密封
• 阻焊膜能够稳定住底层焊膏印刷的焊球,这可以导致良好的印刷效果。
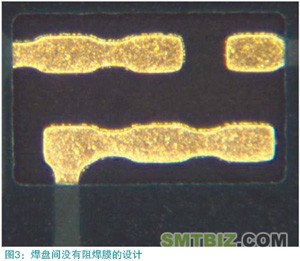
用于小元件的阻焊膜设计必须考虑周到,特别是在走 线附近的可靠性,因为未覆盖阻焊膜的引线将导致回流焊 后的元件偏移。图3显示了一条两焊盘间的走线并没有被阻 焊分开的示例。当走线的宽度参照焊盘宽度后被略微地减 少,另一种设计错误会发生。这将在回流焊过程中,使焊 锡没有任何阻断地在焊盘间流动。当焊锡在液态时,融化 的焊锡表面张力将导致产生一个应力把元件从初始位置拉 起,因而导致元件的偏移。在这种状况下,如果没有用阻 焊膜来定义或限制焊盘区域,这种微小元件的偏移量是不受控的。
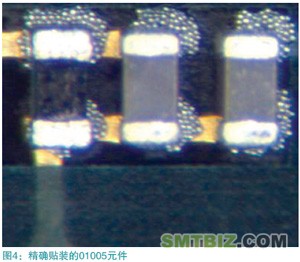
确保可焊的焊盘区域被很好的焊盘设计所定义将使元 件产生“自对准”效应,用于补偿焊膏印刷和/或贴装时 较小的偏移。在图4中,我们可以看到三个贴装好的具有 120μm间距的01005元件。然而,在这个案例中,由于 使用80μm的钢网,有太多的焊膏沉积在焊盘上有轻微地塌落。
在图5中,能看到回流焊中发生了什么情况。 当焊料融 化后元件被从原来的位置拉到了一起。结果是,虽然一堆元件从电学角度来说依然工作,但并不被任何质量检验所 通过。
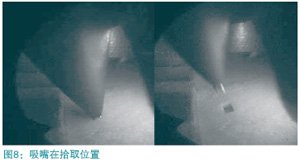
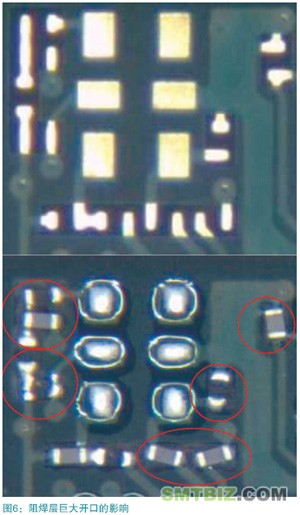
图6显示了阻焊层开口太大和一部分走线未被阻焊覆盖 的效果。很容易看到单个元件将被拉到走线连接焊盘的一 边。如果元件的焊盘1经走线连到了另一边,元件在走线上 连到了焊盘2,这将在回流焊后引起翘起。以上的例子可以 证明,一个良好的PCB设计决定了质量。因此下面的走线在可制造性设计中非常重要,特别是小型元器件。
焊膏的应用
焊膏钢网印刷的基本原理是首次粘在刮刀上的焊膏, 通过沉积作用靠着开口的侧壁,然后到达焊盘的表面。如 果靠着侧壁溢到了焊盘上,那么无法完成印刷。因为靠着 侧壁具有平滑功能,选择最好的材料组合和钢网的制造工 艺是非常重要的。
当开口尺寸和钢网厚度已知,面积比可以被计算出 来。多数情况下,钢网厚度和开口尺寸是固定的,只剩下钢 网材料和制造工艺的选择这两个影响因素。因此,选择具有 良好印刷特性的焊膏和合适的焊粉尺寸是非常必要的。 具有最好的焊膏释放特性是用电抛光的镍钢网来实 现的。然而,综合印刷效果最佳是采用激光切割镍钢网来 实现的。这是由于两种类型钢网都是镍通过电气化学的沉 淀,但电抛光钢网的开口是通过胶片所制造,精度比激光 切割的开口低。
凭经验选择焊粉型号的方法被普遍采用,至少5个球 大小的焊粉能同时很好通过最小的丝网开口尺寸。你应该 选择至少4号粉或更好的5号粉。为了得到更好的印刷结 果,必须使PCB得到很好的支持。如果PCB非常薄(低于 0.5mm),一个真空的工具必须被使用来支持它的底部, 使PCB更平坦。钢网的频繁擦拭也是非常重要的,能够保 证钢网底部在任何时候都是干净的。
元件的贴装
针对贴装过程,下列因素是良好的拾取的前提。
• 好的元件质量(所有尺寸/说明文件定义的公差)
• 好的编带质量(所有尺寸/说明文件定义的公差)
• 具有良好精度和重复性的喂料器单元
• 具有识别位置基准点的喂料器单元
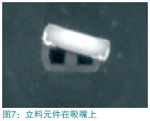
一旦元件被拾取,图像识别系统必须具有较高的分辨 率和精度,以便精确计算和校准它的位置。这是非常重要 的因素(图8),这些将导致缺陷结果的问题被识别和及时 纠正(例如,翻料、立料)。
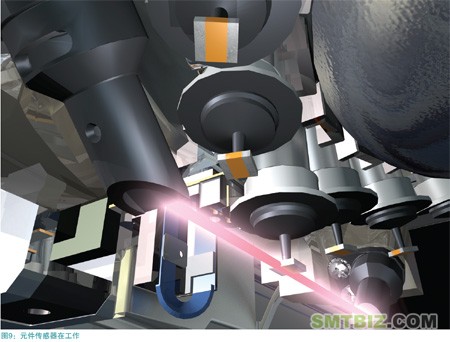
另外,贴片系统必须能够检验元件是否在喂料器位置 和贴装位置间丢失(发生抛料)。因为极小的01005吸嘴真 空感应是非常不可靠的,激光感应传感器必须被使用,来 检查01005元件在贴装期间是否丢失。(见图9)
当元件贴到PCB上时,Z轴的贴片压力和速度必须被控 制。如果速度太快,焊膏由于接触将引起飞溅。此外,如 果压力太大,焊膏将被“压碎”。力量控制可以有效的避 免元件的机械损伤,如果压力大于2牛顿,元件非常容易破 损。最后,在贴装期间,PCB必须被良好地支撑且没有振 动,因为振动将导致元件的偏移。
回流焊
建议用氮气进行01005元件的回流焊。因为焊料用的是 非常细的焊粉(4号和5号粉),这将使他们比传统的3号粉 更容易氧化。尽管你不能依靠焊接中的自对准效应,在氮气中回流焊将改善这个效果,主要是改善了焊膏的润湿特性。
由于和其他元器件一起,01005元件的回流焊曲线和原 来的标准一样,例如缓慢的预热斜率/防止立碑,和满足最高温度/元件、基板和焊膏的时间限制.
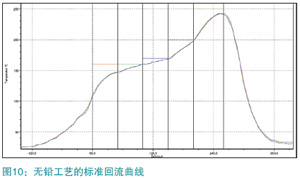
小型元器件的自对准效应非常好,即使对无铅工艺的 应用。因为01005元件的重量只有0.04毫克,无铅工艺的表 面张力足以拉动它。图11显示了一快测试板在回流焊前后 的例子。元件被移动了大约100微米,回流焊后具有完美的 准确性。但是,这个自对准效应具有局限性。 焊盘的可焊性,元件端和焊膏必须具有好的质量,焊盘、焊膏的印刷沉淀和元件的端面必须有足够的重叠以防立碑。如果所有的条件满足,自对准效应会非常好地起作用,它将可靠地平移50μm。由于自对准效应不是工艺的元素,不能被控制,所以不是工艺计划中的影响因素。

返修
不建议对01005元件进行返修,这是出于以下考虑:
• 最小的烙铁头也比01005元件大很多
• 为了热传递的安全,机械接触事实上是不可能的
• 机械接触对焊盘的损伤具有非常大的风险
• 非常小的结构和元件很难用肉眼看见
大批量生产中的01005元件维修不可行,如果偶尔的元 件需要维修,则需要非常有经验的技术工人配备显微镜、 微型热风笔、微型镊子和一些专用助焊剂。
结论
通常,用01005元件来制造一些更昂贵的产品,因为使 用01005的成本更高(元件、PCB、焊膏、钢网、氮气)和 精度更高的设备。布局和板子的设计必须考虑制造过程中 每个步骤是否可以实现“可制造的”产品和足够的质量。 因为更窄的工艺窗口限制,使得01005元件并没有得到广泛 的应用。
01005不能完全代替部分无源器件如0402和0603元 件,它将被不断地用于小型化的重要部件产品中,如子模 块,传感器和医疗设备如助听器。在这些热应力应用上, 他们的小尺寸能保证热膨胀系数的任何不匹配不会产生任 何损害。然而,设计者必须牢记01005焊盘的设计,支持铜 焊盘的FR4材料将是弱点,特别是元器件密度更高,焊盘尺 寸更小。
到目前为止,在发展和建立01005产品的工艺中最重要 的是焊膏的应用。这不足为奇,这个工艺步骤直接和间接 地影响了大多数在回流焊后发现的表面贴装缺陷。因而, 在设定01005工艺参数时,必须使用AOI设备来发现和优化 工艺参数,同时,在生产过程中使用AOI来检查印刷质量也是很好的选择。
------------------------------------------------------------------
01005 的挑战

01005元件在装配过程中对所有的成熟工艺产生了挑 战,因为他们的尺寸只有0.2mm×0.4mm,目视几不可 见,且重量极轻(0.04mg)。 只有记住了这些特点,才能 更容易地理解相关的组装工 艺,但更重要的是,为了使 用这种元件,材料和PCB的 布局必须重新进行设计。
一旦光板完成,焊膏的 应用是下一个至关重要的步 骤,因为它直接影响到回流 焊后成品的质量,每一步的 努力将确保最后的成功。 像“尘埃”一样小的元件的 正确和稳定地拾取是整个平稳贴装工艺的关键环节。
-------------------------------------------------------
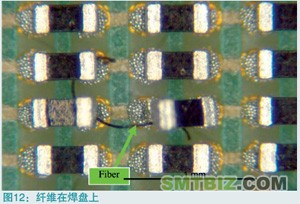
清洁的重要性
01005元件的工艺不但需要非常好的工艺知识和有 计划的PCB/产品良好的可制造性设计,而且还需要产品 在非常好的控制条件下。没有必要在无尘室中生产,但 必须在干净的条件下。温度和湿度必须被恒定地控制。 图12显示了一些纤维掉在了一些焊盘上,如果它在回流焊前没被发现将产生焊接开路或立碑 。