关键字:DMPO(每百万机会的缺陷数量),缺陷水平,测试有效性,3D X-ray,ICT,AOI,功能测试,人工目视检查 。
今天的测试工程师显然比十年前面临更多的挑战,随着更多的元件,更多的焊点,更高的密度,以及新的封装技术出现,电路板的复杂度正在不断增加。更高的器件和焊点数量,造成缺陷发生 的概率大大增加,并导致了在给定缺陷水平下的产量的降 低。同时,由于科学技术的发展,有了更多的测试和检测 手段可供选择,例如焊膏检查(SPI),自动X光检测(AXI),自 动光学检测(AOI)。作为在线测试(ICT)及功能测试(FT)的一 个补充,边界扫描测试也成为一项受欢迎的技术。尽管这 些工具提供了更多的选择,但他们也构成了两难局面:哪 个才是正确的测试/检测的策略呢?不同的测试方案的有效 性如何?现在行业的缺陷水平又如何呢?
本文将集中讨论这些问题。安捷伦科技曾经进行了许 多研究并试图寻找出行业缺陷水平[1][2],因为这项研究采用 的数据始于1999年,安捷伦认为现在需要再作一次类似的 研究以反映最新的情况。安捷伦也在做测试的有效性研究 [5][6],目的在于找到针对不同缺陷的不同的测试/检测方法的 有效性。更新的测试方法有效性的研究已经完成,有关结 果已包括在本文的结论中。
测试策略选择的两个主要课题是缺陷预防(或过程控 制)和缺陷的遏制(或更传统的测试及检查)。这两个策 略中的哪一个应该起主导作用,或者两个策略是否都要运 用呢?要回答这个问题,我们需要明白随机缺陷数和系统 缺陷数这两个不同的概念。对这些数字的粗略估计也包含 在此项研究中。本文将讨论已经完成的研究的主要结果,也将展示从此项工作中获得的见解和结论。
缺陷研究的方法论
衡量行业缺陷水平的研究经常利用下面的方法来收集 和分析数据。所有安捷伦的5DX AXI用户被要求访问一个数 据收集系统,这个系统中的数据很容易被提取。14家来自 世界各地的用户接受邀请并提供了数据。由于这是非常敏 感的资料,只有笔者才知道究竟是哪些用户提交了数据。 为了保护客户的利益,这些企业在本文中被称为公司A,B,C…一直到N。
所有缺陷都被3D AXI检测并且数据来自返修站,因为 在那里,这些缺陷已被归类为一个真正的缺陷,一个工艺告 警,或是一个错误的调用。这很重要,因为可以帮助我们 认识到数据收集方法的两个要件:首先,只有来自3D AXI的 数据被包含在内,因此,缺陷被3D AXI检测之前的MVI(人 工目检)和AOI是不包括在内的,而它们对DPMO影响非常 之大;另一方面,从电气测试,诸如ICT,边界扫描,功能 和系统测试得来的数据也是不包括在内的。作为电气测试的缺陷检测数据虽然并不包括在DPMO的数值中,但它们相对于3D AXI检测数据来说,影响较小。表1中可以看到有关DPMO研究的关键数据。

收到这些数据后,我们做了一些筛选工作,例如那些 在本项目创立期间得到的电路板检测数据,以及那些电路 板被重复检测的数据被删除了。如果这些信息被包括在内 的话,就会有很多重复的缺陷机会和缺陷检测数值被包括 在内,从而不能得到正确的统计数据。当然,只有很少数 量的电路板被重复检测了。此外,还有少数公司提供了过 多的数据,为了便于数据管理,对这些数据进行了一些限 制,使每个用户的数据量最多也只是刚刚超过5亿个焊点。表2是这14家公司各自提供的数据量。
拿到数据后,就开始分析缺陷机会数和缺陷数。那 些被操作员标示为修理或随后修理的被归类为缺陷;而那 些工艺告警,也就是边缘缺陷,也被记录下来并将另行报 告。请注意,DPMO数值是以焊点数为基础的,每一个被 检测的焊点是一次缺陷机会,每一个有缺陷的焊点是记作 一个缺陷,最大的缺陷数就是所有焊点的累加数。有关缺 陷的类别也做了分析,针对随机选取的数据子集,也做了随机缺陷和系统性缺陷分析。
DPMO数据结果的研究
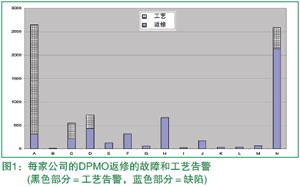
每家公司的DPMO结果,可以在图1中看出。所有的 公司被称之为A,B,C,直至N,缺陷是柱体下部的实心部分。少数公司在3D AXI检测系统下的DPMO数值低于50, 而其中一家公司N的数值则超过2000。所有14家公司修复缺陷的平均数值是327。
还有一些柱体的顶端部分展现了工艺告警。工艺告 警是指偏离了范围但并不明显,不足以导致返修的发生; 不过,工艺告警非常接近实际缺陷,所以跟踪它们是一 件有意义的事情。一个好的工艺工程师总是试图调整工艺 以尽量减少工艺告警,因为尽量减少工艺告警也有利于最 大限度地减少缺陷。这些工艺告警的平均值,或者更准确 地说,这14家公司的PIPMO(每百万次机会的工艺告警 数)是245。如果把缺陷和工艺告警相加,结果就是572 DPMO。
1999年“十亿焊点研究”的结果是1083 DPMO,而 今天与之相对比的数字是572。乍看之下,好像缺陷水平 已经在过去的八年中减少了一半,然而实际情况可能并非 如此。正如本文刚开始提到的那样,缺陷数值只包括了3D AXI的检测结果,而事先检查的AOI和MVI数据是不包括在内的。

经与提供数据的这些公司确认,他们在使用AXI检测之 前,几乎都使用了AOI和MVI之一或者全部,这样1999年研 究的数据其实包含了更大的范围。因此,如今研究结果所 表明的部分改善,可以从这方面得到解释。当然缺陷水平 的改善也是一种可能的解释。
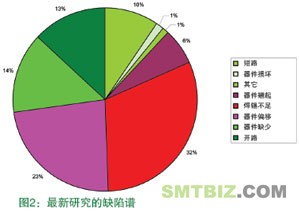
从表3和图2可以看出缺陷类型的数据。最主要的缺陷 类型是焊锡不足,其次是器件偏移。请注意,这两种缺陷 类型同另外一种缺陷类型——器件翘起——的左边都有一 个X(见表3)。这些缺陷类型,很可能已经通过了电性能 测试(如ICT),功能测试,以及系统测试,并很可能被运 送给了最终客户,这些缺陷或许就是产生保修的故障或部 分失灵故障的原因。图2中这些缺陷的类型已被关注并标示 为红色。其他一些缺陷,如缺件、开路、短路或器件损坏也会被电性能测试检测出来,但往往并非全部如此。

另一个有关测试策略选择的关键问题,是有多少是 随机缺陷又有多少是系统性缺陷呢?为设法回答这个问题,需要对数据进行一些分析。具体来说,在数据集上 有1,138种电路板类型,但数据分析的标准之一是限制数 据,所以它并不包括所有板原型,而仅仅需要超过100种 板类型。此外,另一项标准是抽取的每块板必须至少要有 1,000个焊点。最后的标准是排除那些仅有很少几个器件的 板,至少要求有超过20多个被检测的元件。最后有430种电 路板符合这些标准,而10种电路板被从中随机挑出。
在分析中,怎样的缺陷被认为是一个系统性缺陷呢? 在本研究中,如果一个参考指示器显示了缺陷占整块板的 3%或以上,它就被列为一个系统的缺陷。某些相似器件的 同一种系统缺陷有可能未列入,例如一个片式器件贴装在 错误的焊盘上。如果这些缺陷被列入,那么计算出来的系 统缺陷数量就会增加。
另一方面,该类型的缺陷对器件并不被视为重要,例 如,如果为U1是偏移,另一个是缺件,第三个有一个开 路,在这种情况下,被算作一个系统缺陷。在此研究中, 这样的例子会减少系统缺陷的数量。因此,在上述两方面 有多种因素会导致缺陷数量的增加和减少,甚至在某种程 度上会超出。请记住,该分析计划的目的只是指出适用数 据的范围,只有根据有缺陷的实物板进行的分析才能够真 正达到非常精确的程度。3%这个参考的指标数是基于工程 上的判断,并且是相当保守的估计。
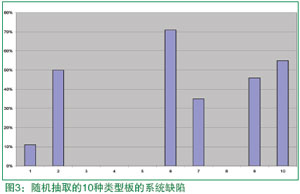
因此,什么是本研究的结果呢?在所有缺陷中,系统 缺陷占27%,其它73%是随机缺陷。从图3中所有10个随 机挑选的电路板可以看出,正如人们期待的,有多种不同 的情况。6号电路板有大约70%的系统缺陷,3、4、5、 8号电路板没有系统缺陷。在本研究中,大约75%的缺陷是 随机的,所以,问题是——如果只有约25%的缺陷是系统 缺陷,是否应该实施缺陷预防策略呢?答案是绝对必要! 25%是一个非常重要的数字,缺陷预防始终是对付缺陷最 好的方法。不过,由于大多数的缺陷是随机的性质,一个 有效的缺陷遏制策略也是需要的,尤其是对那些有着很大缺陷发生概率的中等和高度复杂的电路板。
测试有效性的方法论研究
测试的有效性研究是一项基于生产线上的实装板以及 那些真正缺陷的研究。一个典型的测试效果研究需时约一 个星期。生产一些电路板,不进行测试、检查或返修;然 后在研究中采用AOI系统对电路板进行检查。所有检查出的 问题被AOI系统列为真正的问题,或需确认的问题,很重 要的一点是不作任何做返修动作。然后,采用3D AXI系统 对电路板进行测试,所有问题再次被归类,但不做返修工 作。接下来,电路板将进行ICT测试和功能测试。如果以这 样的方式做,那么所有的测试和检查系统都有同样的机会 找到所有的缺陷。在所有情况下,测试/检查系统的用户决定哪些是缺陷,哪些不是。
安捷伦在世界各地做了很多测试有效性的研究,本报 告将展示9项研究的整合数据,以便构建一个维恩图(Venn diagram)。这些研究在9个不同的地点进行,一共涉及 421块电路板,测试步骤中间基本不作返修,除了在ICT返 修短路缺陷。为了能够作系统比较,一个器件最多只能算 一个缺陷数。在所有这9项研究中,ICT以及3D AXI都会被 用到。此外,还有第三种测试/检查技术出现在结果中,它 们是AOI、人工目视检查或功能测试。3D AXI系统始终是安 捷伦的5DX,ICT和AOI会有不同厂商的设备参与在这些研究过程中。
测试有效性的数据结果研究
一个测试或检查系统的测试有效性,是指在总的测试 集(各种测试/检查设备组成)找到的全部的缺陷中,该系 统所发现的用百分比来表示的缺陷数。找到所有的缺陷很 难做到。在测试有效性研究中,找到的所有缺陷数字是有 效并接近于一个真实值的,这是因为使用了各种测试/检查 设备。
图4显示了9项测试有效性的研究结果。一共检出865个 缺陷,ICT发现226个缺陷,其中有53个缺陷没有被其他 系统发现;AOI/MVI/FI发现了865个中的209个缺陷;3D AXI发现了865个中的779个缺陷,其中的536个缺陷没有被 其它的测试方法发现。
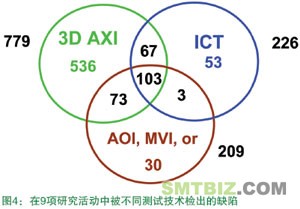
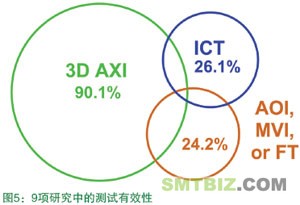
从图5中可以看出这些研究的测试有效性。3D AXI检测 到了所有缺陷中的90%,ICT检测到了26%,而其它方法则 检测到24%。圆圈的大小很好地体现了各种检测方法的有效性或缺陷检测的覆盖率。
如果把所有已完成的测试有效性研究中得到的数据都 包括进来,而不仅仅用来做一个准确的维恩图的话,测试 的有效性应该是3D AXI达到85~95%,回流焊后的AOI的有 效性为25~75%。我们发现在没有波峰焊或选择性波峰焊 的例子中,测试有效性的数字较高,而有波峰焊的例子中 数字较低。平均来说,AOI可以发现大约40~50%的缺陷; 需要注意的是,包含在此项研究中的AOI系统的是由不同 的厂商提供的。ICT的测试有效性是从20~60%;同样地, ICT系统也来自不同厂商。功能测试的有效性在5~20%, 我们可以发现功能测试在发现制造缺陷中的过程中作用相对较小。
结论
该行业缺陷研究在2007年已经完成,缺陷水平仍然偏 高,超过300 DPMO,如果工艺告警被包括在内的话,这 个数字则超过500。这个数字是1999年研究数字的一半, 最能解释清楚这一问题的是提供数据的公司明显较多地使 用了MVI和AOI。在1999年的研究中,没有亚洲公司提供数 据。很有可能,在过去的8年中,缺陷水平也有所改善。有 相当多的缺陷,大约超过50%,是由3D AXI检测发现的, 这些缺陷是很难被电气测试发现的。这些缺陷可以被比喻 为“能走路的伤员”,其中的一些缺陷很可能最终导致最 终用户保修范围内的器件失效。
我们对缺陷数据库也进行了一个粗略的随机缺陷和系 统缺陷的分析。大约四分之一的缺陷似乎是系统缺陷,也 表明了一个好的缺陷预防策略应该是在回流焊前配置AOI或 MVI。此数据也显示,大约四分之三的缺陷是随机性缺陷, 因此一个良好的缺陷遏制策略应该在回流焊之后被实施。
测试的有效性研究,很可能是用来衡量测试覆盖率的 最客观的方法,研究结果显示,3D AXI取得了测试有效性 的最高成绩。然而,它也表明,一个良好的测试策略是结 合检查和电气测试的,因为有些缺陷,只能被AXI,AOI以 及MVI检测到;而另外的一些缺陷,则只能被电气测试所检 测到。所以,电路板的复杂性是结合了这些测试和检查的 解决方案是否应用的一个原因,当然这种方案的实施也应 该考虑是否符合经济性的原则。
参考资料:
[1] Stig Oresjo,“Year 1999 Defect level and Fault Spectrum Study”,Proceedings of SMTA International 2000.
[2] Stig Oresjo, Defect levels for different component types at the PCBA manufacturing process ,Proceedings of SMTA International 2001.
[3] European SMART group,PPM Monitoring Project.www.ppm-monitoring.com
[4] iNEMI,APEX 2003
[5] Tracy Ragland, Test Effectiveness:A Metric for Comparing Apples to Oranges in Electronics Test ,Proceedings of APEX 2002.
[6] Tom Molamphy, Six case studies show more defects shipped than expected:What to do about it ,Proceedings of APEX 2002.
[7] www.agilent.com/see/complexityindex


