孔壁铜层失效
在这种模式中,引脚拔出后孔壁的铜层与孔分离,铜 层全部包在引脚上。图8(a)所示为一个孔壁铜层失效模式下的引脚。在整个系统中,孔壁铜层是最薄弱的界面。
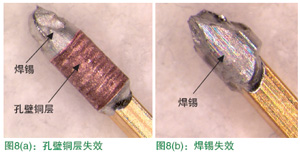
焊锡失效
这种模式中,断裂发生在焊接后的焊锡块内部,在整 个焊点中它是最薄弱的地方。图8(b)为拉力测试后一个发生焊锡失效的引脚。
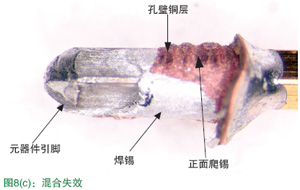
混合(部分孔壁铜层与部分焊锡)失效
在这种模式中,断裂发生的情况就像孔壁铜层失效和焊锡失效两种情况合并发生。图8(c)所示为混合失效。
器件引脚失效
第四种模式是存在的,但是在此次研究中间没有发生所以也就没有记录。在这种模式中,器件的引脚是最薄弱的地方,在测试中会断裂。
结果和讨论
波峰焊工艺流程的优化
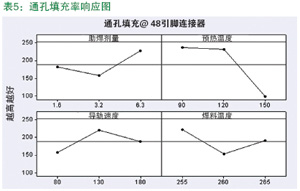
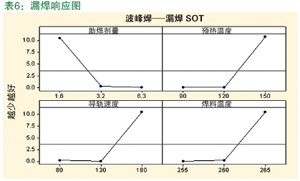
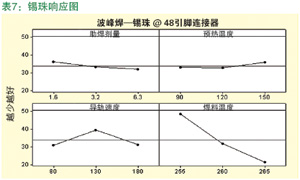
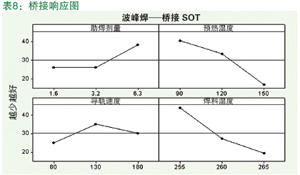
控制波峰焊焊接质量的关键因子是:助焊剂喷涂量(mg/cm2),预热温度(°C)和导轨速度(cm/min);导轨速度与接触时间和焊接温度有直接的比例关系8。每个因子的三个水平的选择如前所述。分析观察到的缺陷情况,结果如四张响应图,四张图分别为通孔填充率、漏焊、锡珠和桥接。这些响应图如表5、6、7、8所示。
基于以上测试的结果,对于波峰焊推荐如下的参数设置:
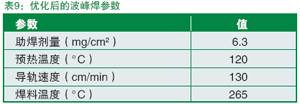
利用如上的参数,再运行5次组装仿型来确认结果。通过分析缺陷可以证明,上述计算出来的最优工艺对通孔填充、漏焊和锡珠非常有效。仍观察到表面贴装的桥接。验证运行的结果表明这些参数对减少上述缺陷是最优的。
选择性波峰焊工艺流程的优化
对于选择性波峰焊,其助焊剂工艺是使用一个下沉式喷射系统。焊接过程是在可控制的氮气保护环境下进行的。控制焊接质量的关键因子是助焊剂喷涂量(mg/cm2),预热温度(°C),焊料温度(°C),拖曳速度(mm/sec)。关键值使用DOE方法来决定。这里的评估标准是通孔填充、桥接和焊盘爬锡,基于上述因素选择性波峰焊的参数推荐如下:

组合波焊接工艺流程的优化
对于组合波焊接,助焊剂工艺也是使用一个下沉式喷射系统,焊接过程也是在可控制的氮气保护环境下进行的。控制焊接质量的关键因子是助焊剂喷涂量(mg/cm2),预热温度(°C),焊料温度(°C),浸焊速度(mm/sec)。关键值使用实验设计矩阵方法来决定。这里的评估标准是通孔填充率、最小桥接发生,基于以上因素,选择性波峰焊的参数 推荐如下:
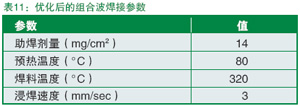
使用这些参数焊接五块不同的电路板,来进行引脚拉力测试评估它的焊点强度。
拉力测试结果
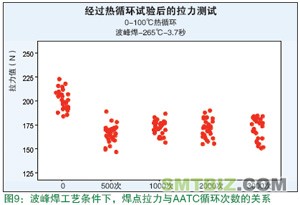
测得每个引脚的拉力值并记录,包括是哪一排的——外排或中间排,焊接方式,以及具体每一块板的AATC循环次数。焊点强度数据用点图随AATC循环次数的增加标注出来,用以推出其可能的变化趋势。
波峰焊
对于波峰焊,从图9可以看出,随着循环次数的增加,孔壁铜层(的附着力)变得越来越弱。经过第一组500次循环,强度大约有15%的下降。在这个初次下降之后,拔出引脚的拉力基本保持稳定,即使在经过3000次循环之后也只有很小的改变。对于失效机理,样本在0次循环时是铜层和焊锡的混合失效;在1000次循环以上,90%的失效是孔壁铜层失效。
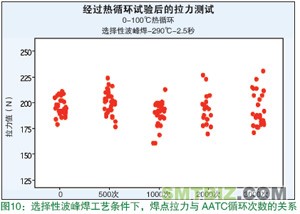
选择性波峰焊
对于选择性波峰焊,从图10可以看出,随着AATC循环次数的增加没有观察到明显的拉力值的差异。基于观察到的失效模式,孔壁铜层的强度随着循环次数的增加而增强,一直到2000次循环,90%的失效模式为焊锡或混合失效。但是在3000次循环后,90%的失效是孔壁铜层失效。
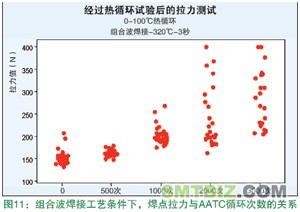
组合波焊接
对于组合波焊接,从图11可以看出,铜层(附着强 度)随着循环次数增加而加强。随着AATC循环次数增加,同一组循环次数下的变差也加大了带有向外扩散的趋势并且表现出不同的失效模式。相对而言,在较高的AATC循环次数中,观察到相对较多的焊锡和混合失效模式(90%)。
为了验证得到的结果是否表现出任何统计显著性,针对焊接方式、AATC循环次数和排数这三个因子,进行了一次ANOVA分析(方差分析)。响应变量是实验中获得的拉力强度值;同一排的不同引脚被作为仿型;其他任何不可控因子都假设为对强度值的影响可以忽略不计。
基于ANOVA的结果发现,所有三个因子,焊接方式、AATC循环次数和排数对张力强度都有显著影响。虽然有些 两次交互对结果也有显著影响,但是这不在本次研究范围内;三次交互没有显著影响。到目前为止,为什么引脚所在的排数对于结果有显著影响还无法给出合理的解释。由于结果显现出各种各样的失效模式,这增加了解
释结果趋势的复杂性。但是,从观察到的强度值中间进行一些比较还是可以得到一些结果:波峰焊对于电路板和器件是最有害的,因为所有的焊点的强度值的范围为150~175N,相对于选择性波峰焊和组合波焊接的范围(200-225N)要低。但无论是否经过热循环试验,通孔元器件的焊点强度都要比表面贴装的焊点强度要高。
金属间化合物的厚度
在每种液态焊接技术中得到的样本都被做了切片,抛光和腐蚀,这是为了得到铜层壁和焊锡之间的IMC的厚度。表12给出了每种焊接技术下使用SEM得到的IMC厚度(μm)30次测量的均值。IMC厚度的增加与AATC成函数关系,和焊接方式无关。虽然观察到个别例外,但是总体的趋势是IMC的增长呈指数衰减。这种现象被认为是在热循环过程中由于热扩散造成的。

此外,从剖面中发现在所有焊接方式中,焊点或孔壁中的裂痕从非常靠近爬锡面弯曲处开始。从显微镜中观察到,剖面的裂纹在那些为了获得额外接触时间而暴露于过高的焊接温度中的电路板中是最糟糕的。如图12和13所示。


结论
本研究的目的是为了有针对性地了解在三种液态焊接技术下焊点的形成,优化的消除缺陷的工艺流程,以及(在这些焊接技术下形成的)焊点强度的比较。本研究提供给读者在同一块电路板上的三种不同的焊接方式,但是每种焊接方式有着独一无二的机会去得到想要的结果。本研究的另一个目标是为了定义缺陷发生的参数边界值。
每种焊接技术下的焊点的机械测试的结果表明,所有的焊点都非常牢靠,但是存在着显著的差异,这些差异与在特定时间区间内电路板暴露在过高的温度中相关。


