摘要: 本研究的目的是为了确定在SMT工艺中使用惰性气氛以改善回流焊接工艺的作用。在欧盟的环境立法,包括RoHS、WEEE和REACH等,以及在日本、中国和韩国等国家的相关法规的推动下,向无铅合金应用的转换已经对电子组装产业产生了巨大的挑战。向无铅工艺转换的高成本,以及如何获得与使用传统锡铅合金时同样质量和性能的SMT组件是全球业界需要面对的两个关键问题。
本研究是在典型的强制对流回流炉内测试回流区的氧气浓度和回流温度变化,观察的影响要素包括:(1)焊料润湿性能的改善;(2)助焊剂残留和离子污染的减少,以及(3)更低的工艺温度。研究中所用的无铅锡膏来自于三家不同的供应商,但具有相同的合金成分(96.55%Sn/3.0%Ag/0.7%Cu),PCB则是基于IPC标准设计并专门用于测量焊料的润湿性。在本研究中使用的是DOE方法。
研究结果显示,氮气焊接气氛,且1,000PPM或以下的氧气浓度时,对润湿性的改善比较明显,而且可以减少助
焊剂残留并应用更低的工艺温度。电子封装的主要功能是为IC和系统之间提供连接并保护其免受机械的和环境的损害。IC的发展趋势是尺寸越来越小但是信号传输速率越来越快,这些需求对封装和组装行业来说是很大的挑战。从消费电子产品到移动信息系统的小型化趋势,促使电子行业研发创新性的封装技术,同时电子组装行业也必须适应这一趋势。电子封装和组装工艺必须在相对低成本的情况下制造出可靠的产品。
目的
本研究的目的是测定在SMT工艺中使用工业标准无铅锡膏的情况下,氮气对回流焊工艺的改善情况。在使用无铅锡膏时,电子组装公司必须要了解几个关键参数:标准的无铅锡膏(96.5%Sn/3.0%Ag/0.7%Cu)SAC 合金与锡铅合金相比,有着较高的熔点温度,一般在217~221oC之间,相应的回流焊峰值温度一般在240~260oC。在空气回流工 艺中,无铅锡膏里助焊剂的活性必须足够高才能够去除焊锡的氧化层;因此在空气气氛下有更高的机率产生润湿不良、假焊和焊锡不足等缺陷,而且会增加助焊剂残留,以致于影响焊后AOI和人工检查的准确性。
本研究由空气产品公司(APCI)签约美国竞争力研究院(ACI)完成。研究测试条件包括:
1. 回流焊区氧气浓度的(PPM值)的变化; 2. 回流工艺中温度的变化; 影响要素分析: 1. 焊料润湿性的改善; 2. 助焊剂残留和离子污染的减少; 3. 更低的回流焊峰值温度。
实验设计
在实验中DOE的数据统计起到了关键作用。为从实验中获得有价值的信息,所研究的变量必须有系统性的变化。一个良好设计的实验可以能够让你独立评估各个变量的影响,并且揭示出各个变量之间任何可能的交互作用或协同增强效应。研究中使用了3种不同的工业标准SAC锡膏,并命 名为“S”,“A”和“I”。研究中使用的PCB如下:
1. ACI设计的标准SMT测试电路板(见图1);
2. IPC B-36 板(IA)用于助焊剂残留和离子分析(见图 2);
3. IPC B-24 板用来测验表面绝缘阻抗(SIR) (见图3);
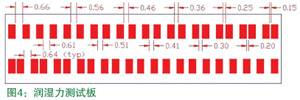
4. ACI设计的润湿力测试板(见图4)。
SMT板、IA板和SIR 板的表面处理方法是化学镀镍金(ENIG)。为了测试焊接条件对焊点质量的影响, 温度、氧气浓度和锡膏的成分被设为变量。温度为连续变量,范围从230~250oC,其中包括一个用于测试曲线使用的“中值”。锡膏类型作为常量使用。同时有必要把氧气浓度作为常量而不是作为连续变量来使用,因为在目标测试范围的100~210,000ppm内把氧气浓度设为高、中、低三档是不可行的。取而代之的是设置测试的氧气浓度为100、500、1,000、5,000和210,000ppm(空气),这些数据才是正常生产中可能用到的。因为氧气浓度是在ppm数量级变化,所以我们用记录仪来记录分析数据。软件是内部开发的,我们用Stat-Studio© 来构建设计框架并做结果分析。
第一阶段的DOE实验(IS, SIR 和助焊剂残留)如表1所示:

第二阶段的DOE实验 (润湿性分析 I) 如表2所示:
第三阶段的DOE实验 (润湿性分析II) 如表3所示:
实验程序和结果
第一阶段程序——表面绝缘阻抗(SIR)和离子分析
基于表1中的DOE实验,使用以下的实验测试程序用以 确定SIR和离子分析(IA)结果。
样品所用的两联板是根据IPC B-36标准设计,SIR测试 板用于离子色谱测试和SIR测试(图2)。B-36板上安装了 4块68个I/O的镀金仿真LCCC(没有芯片)。所有的PCB在组装前都被清洗过,共有27块组装板和1块光板被组合在一起用于做离子分析及SIR测试。
• 离子色谱分析及指引
分析根据IPC TM-650 2.3.28 “Ionic Analysis of Circuit Boards, Ion Chromatography Test Method” 的指引完成。由助焊剂残留所造成的离子污染使用Dionex公司DX-500型 高效色谱仪来进行分析。
把75%的异丙醇和25%的水混合,用80oC水浴1小时 萃取PCB的表面物质。萃取物则用已知的标准来分析,以确认其中每种阴离子的存在和含量,单位用μg/ml来表示。这 些数据分析最终被确认后,在结果中使用μg/in2的单位来表示。
ACI对于光板表面氟化物、氯化物、溴化物、硝酸盐和 硫酸盐的含量最大推荐值分别为:2、4、5、1和3μg/in2。
组装工艺中离子污染的建议浓度取决于工艺情况,但是,对于FR-4基板上(或相似的)典型的元器件封装的氟化物、氯化物、溴化物、硝酸盐和硫酸盐的最大建议含量分别为2、9、15、1和10μg/in2。这些验收标准来自自身的 实践经验以及与业内领先企业的合作研究。
• 表面绝缘阻抗测试
一块B-24板在进行组装前先根据IPC-TM-650-2.3.25章“Detection and Measurement of Ionizable Surface Contaminants by Resistivity of Solvent Extract (ROSE)”做 离子污染测试。该板在做测试的同时也作为中间对照样本。
B-36 板与B-24 板(图3)不同的是它组装了元器件。但是它和B-24板都有由偏置电压位和测试位组成的梳状电路。板的四个象限被分成两个不同的测试区域。SIR测试是基于IPC-TM-650-2.6.3.3并且包含每个梳型电路从每块板上到SIR测试仪的连接,然后把板子放置到温度85oC和相对湿度为85%的试验箱里。
在做阻抗测试前,将100伏的直流测试电压加在每个测试点上1分钟,阻抗测试分24、96和168小时进行;为谨慎起见,SIR测试仪被移除了可以追踪那些小于1×106 Ohms电场的功能。另外,在进行85/85条件测试前后也进行了25oC和 50% 相对湿度的阻抗测试。在阻抗测试未进行前,直流-50伏的偏置电压被施加到所有测试点上。最后的测试,是将LCCC从板上取下并在10倍以上的光学放大镜下进行检查。
J-STD-001D 附录 C 要求96到168小时的测试结果的平均阻抗至少为100兆欧(1×108 Ohms)。另外,应该没有明显的腐蚀或线路间没有大于线间距25%以上的晶须生长。无论任何原因导致超过2条疏齿宽度的多余物(凝结或残留物)产生,则实验必须重做。
结果
离子污染分析
影响离子污染产生最主要的因素是锡膏类型, 锡膏“A”相对与锡膏“I”和“S”来说会产生更多的污染 物。只有“A” 中 的硫离子随氧气浓 度的增加而增加。 另外,温度和氧气浓度对离子污染产生的影响较小。离子污染与离子-锡膏的交互作用有较强的关联性。通常观察到的离子浓度小于限定值,尽管没 有已知的关于离子 污染的行业标准。图5给出了离子污染分析的结果。

表面绝缘电阻(SIR)
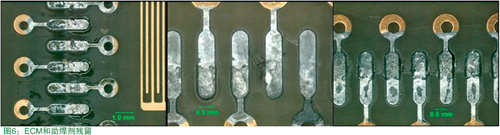
SIR测试用两种模式完成:IPC-36板的菊花链用来做助焊剂残留分析,IPC-24板的梳状电路用来做阻抗分析。因为重复样本有着比较高的错误率,因此不会使用24小时测试的结果来做最终结果分析。在96和128小时测试模式下,可以观察到因为高助焊剂残留和电迁移(ECM),即低阻抗或高导电性导致的失效。图6显示了几个观察到的样本。
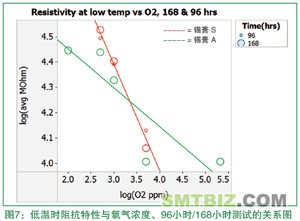
数据分析和模型分析发现,结果主要随锡膏化学特性变化而变化。在较低温度(230oC)和较低氧气浓度(< 1,000ppm)下,锡膏 “A” 和 “S” 的168小时结果为高阻抗,和96小 时的结果类似。但是在230oC的5,000ppm和 210,000ppm的氧气浓度下阻抗呈降低趋势。随着氧气浓度的增加和温度的降低,板上的助焊剂残留呈增多趋势从而导致阻抗降低。
图7说明了过程和结论。
第二和第三阶段实验——润湿性测试分析
为了精确测量无铅焊膏在不同氧气浓度和回流焊峰值 温度下对OSP板的润湿性数据,特进行以下实验。
我们在用于以前的实验板的印刷钢网上增加了一组特别设计的开孔来显示在组装情况下润湿力情况。这些开孔有两行各22个印刷焊盘,每个焊盘的大小为 0.64mm×1.27mm (0.025”×0.050”) ,这些焊盘每两个 为一组,两个焊盘之间的间距依次递减,每组之间的距离不变。前面的图4显示了具体的情况。
在组装过程中有两个因素发生变化:回流的峰值温 度分为低(230°C)和高(255°C)两种参数,氧气浓度分为 100ppm,1,000ppm和空气气氛。下面的DOE实验显示了每个样板在回流焊时的情况。锡膏“S” 被用来做第二阶段 的研究。
每种条件下用两块板做组装测试,每个润湿性测试开 孔包括两个测试点,共24个,对每个测试点分别做两个不同的评估。
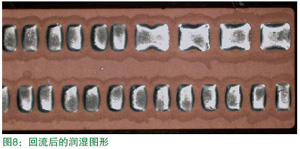
第一组评估是一组数字,很多测试焊盘回流后形成了短路。由于每组焊盘内部的距离是逐次递减的,所以那些 短路的焊盘可以用来比较不同条件下的润湿力——短路数量的增加意味着润湿力的提高。图8表示了在回流中一些焊盘出现短路的情况。
第二组评估是测量每组焊盘之间的分开的距离。这些间距在回流焊之后会因为焊锡的润湿而减少,因而较小的间距意味着比较高的润湿力。第二组评估是基于奥林巴斯SX12立体显微镜用40倍镜和SPOT的QE Model 4.2 相机以及 SPOT 的Advanced 3.5.5 软件。图9显示了个焊盘的间距测量情况。

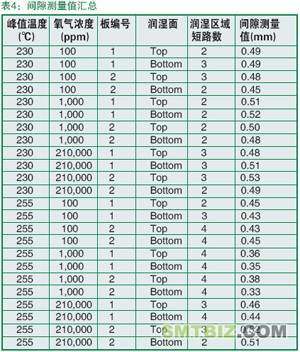
对间隙测量均值的简单比较可以看出,在一个参数变化时相关性能的变化。
比较230℃下间隙测量的均值(0.494mm)和255℃下的间隙测量均值(0.426mm)表明,峰值温度与润湿力为弱相关性。
比较在1, 000 ppm 气氛( 0 .429mm ) 和100 ppm (0.459mm)和210,000ppm(0.493mm)间隙测量均值说明,1,000ppm 的氧气浓度是获得较好润湿力的最佳条件。
第三阶段润湿力测试分析
第三阶段的研究针对氧气浓度和回流焊峰值温度两个条件在OSP板的无铅应用中的润湿力变化的数据。第三阶段相对于第二阶段,在回流焊接气氛和温度条件方面获得 更充分的润湿力数据。
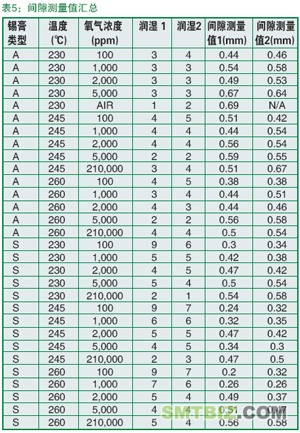
第二阶段和第三阶段的测试应用了同一块线路板。在组装测试实验中有三组可变数据:回流峰值温度分为低(230oC)、中(245oC)和高(260oC)三种;氧气浓度分为100、1,000、2,000、5,000ppm和空气气氛(210,000ppm);锡 膏“A”和 “S” 用来进行对比。前面的表3显示出了数据组合。
在第二阶段的测试中,每组焊盘内部的距离是逐次递减的,而且也测量了每组焊盘之间的分开的距离。
间隙测量均值的对比显示,230oC下(0.502mm)和 245oC下(0.453mm)及260oC下(0.441mm)相比,温度对提高 润湿性的影响不明显。
在比较峰值温度时对间距的影响时得到类似的结果,230oC下的平均短路距离为3.7、245oC温度下为4.4而 260oC下为4.5,说明峰值温度对润湿性的影响是正面的。
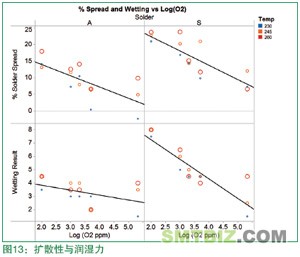
对各个气氛下间距测量的均值的比较也看出比例关系——随着焊接气氛中氧气浓度的增加,间隙的测量值随之增加,这说明润湿力随氧气浓度的增加而降低:测量值(0.359、0.420、0.472、0.521和0.558mm)分别对应氧气浓度(100、1,000、2,000、5,000和210,000ppm)。
类似的结果(润湿力随氧气浓度的增加而降低)也发生在间隙中产生短路的个数均值(6.0、4.7、4.1、3.3和2.9)上。图10~12是第三阶段实验润湿力的测试样品:
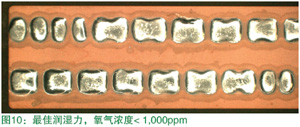
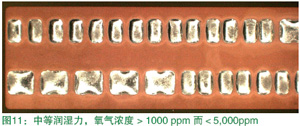
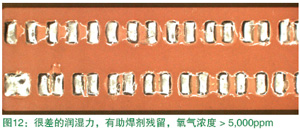
在三种温度参数下,不管是锡膏类型“S”还是“A”,较低氧气浓度均能提高润湿力。间隙测量值 随氧气浓度的增加而增加,表明在高氧气浓度下润湿力变差。平均来说,较高温度会导致较小的间隙( 润湿力好) ,但是影响力远不如氧气浓度对其的影响。锡膏“A”和“S”的化学特性类似,但是锡膏“S”有着更好的润湿力。图13表明了这一趋势。
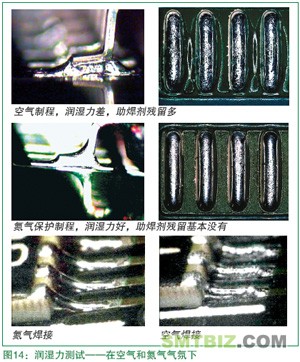
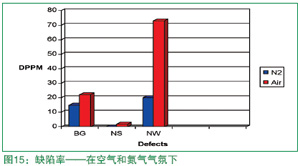
量产研究
近来我们和客户所做的量产实验也验证了与上面相似的结果。图14和图15是客户与我们分享的图片。
总结
从以上的三个阶段实验,我们可以得出以下结论:
1. 氮气惰性保护气氛对改善润湿力、减少助焊剂残留和离子污染有着积极的影响;
2. 数据分析表明,氧气浓度在1,000ppm或以下时将改善润湿力对减少助焊剂残留和离子污染产生非常好的作用;
3. 可以应用更低的回流峰值温度来减少对元器件和材料的损害。
下一步我们将对“惰性气氛对离子污染问题和更低工艺温度的影响”进行更深入的研究。
(欲09联)系作者,请email致:wangvy@airproducts.com


