随着封装尺寸的减小,移动电子产品的性能不断得到扩展,从而使堆叠封装(PoP)器件在当今的消费类产品中获得了日益广泛的应用。为了使封装获得更高的机械可靠性,需要对多层堆叠封装进行底部填充、角部粘接(corner bond)或边部粘接。相对于标准的CSP/BGA工艺,堆叠工艺由于需要对多层封装同时进行点胶操作,因此将面对更多的挑战。
PoP底部填充在设计时应考虑到由于封装高度的增 加,使得需要填充的边角总面积略有增大,但同时也要完成不需要进行底部填充组件的点胶。完成底部填充工艺所用的自动化设备要在器件贴装精度补偿、热管理、PoP点胶高度定位,以及操作软件执行工艺控制等方面具备很高的性能。
稳定的PoP底部填充工艺既能对双层互连焊料连接的封装进行层间填充,又能对各种封装体在凸点高度/布局、用胶量、加热及流动时间上存在的差异进行补偿;与此同时,还要做到填充体积最小化、层间流动速度快、最大程度地节省材料,以及点胶时间短。
PoP——优势和挑战
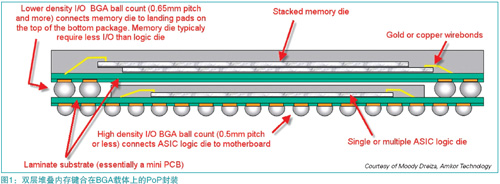
堆叠(PoP)组装是将内存作为子系统叠放在逻辑封装 的上面,该方案特别适用于手持产品。PoP还具有如下一些优点,如它可减少芯片引脚数,缩短信号时延,并能简化设计。当前通用的封装结构是BGA,它充分利用了球栅阵 列的优势,如倒装芯片凸点连接技术并实现高密度封装。
但是,该组装工艺也面临许多挑战。对每个器件而言,为满足系统的整体直通率和性能要求,PoP的可靠性必须达到更高的等级。合格的芯片、可测试性和稳定的机械特性,是PoP所必须的。传统的单层阵列底部填充已发展为 三维填充操作——必须能够快速、无缺陷地对多个叠层进 行底部填充。
底部填充的重要性
我们推荐采用喷射式底部填充方法进行点胶,该技术是传统的针式点胶难以媲美的。对于手持产品,由于不同器件的热膨胀差异而导致的器件相对位移,并不需要加以特别的考虑。常规应用中的动态和静态载荷,才是导致器件出现故障的主要因素,而底部填充技术可使这些封装具有更强的机械稳定性,因此,对于采用凸点进行硅-硅材料之间键合的PoP,需要通过底部填充进行强化。图1所示为标准的PoP。
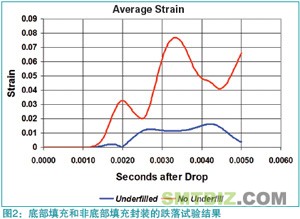
图2所示为跌落测试中动态载荷的应力降低曲线,分别显示了底部填充加固封装和非底部填充封装中凸点的八面体应力平均值。其中应变能是应力的二次函数,与凸点寿命成反比。
底部填充工艺
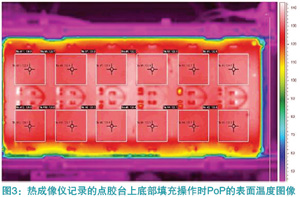
热管理是喷射式点胶工艺的一个主要组成部分。从对胶体进行加热开始,只要需要可均匀喷射的胶滴,一直要进行加热;与此同时,还需要对器件的持续进行加热,以加快底部填充的毛细流速,并最终达到胶体正常固化所需的温度(底部填充胶大多属于热固化型)。均匀精确地加热整个器件,是消除气泡获得良好底部填充的必要条件。图3是点胶台上PoP的红外图像,整个基板的温差小于±3℃。
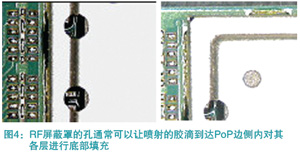
器件实现精确点胶是极其重要的,特别是RF屏蔽罩已经组装到位时,必须通过其上的孔进行点胶操作。图4所示就是穿过RF屏蔽罩上1mm的孔对其内部已经组装好的PoP进行底部填充。
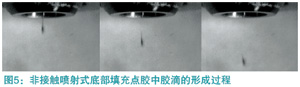
传统的针式点胶无法采用这种方式操作,除了因为点胶针距离PoP基板/载具太远,难以在针头突然缩回时切断胶体外,还在于点胶针外径通常大于屏蔽罩孔径和/或难以满足点胶容差要求。喷射式点胶可以很容易地满足这种工艺要求。喷射胶滴的形成,无需点胶头进行任何Z向移动,因为喷射式点胶属于非接触式工艺。图5所示为典型的从喷头射出的胶滴。
在对PoP自动进行底部填充时,需要定义一些参数并保持良好的精度,如确认点胶头在器件上方的位置。利用可靠的视觉系统将基准位置信息反馈到 x-y 平台,可以完成参数的调整。与传统的针式点胶相比,点胶间隙不再是影 响喷射式点胶精度的主要因素。
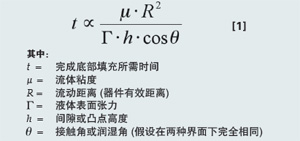
在PoP进行底部填充时,会遇到和处理FC和CSP凸点时一样的挑战;此外还要解决其他一些问题,如需要填充的器件不止一个,并通常具有相似尺寸。屏蔽罩也带来了一些新的挑战。底部填充胶在第一层的流速一般较快,而该层温度通常会稍高于第二层(因为离加热板的距离更远)。喷射技术能从更近的距离从芯片边部点胶,由于胶体到达间隙的速度更快,因此可在上层形成更快的毛细流动。点胶阀接近PoP边缘,也有助于减少胶的用量,仅有少量的胶会从封装体边沿“蔓出”,缩短了避让区(KOZ) 的长度。某些情况下,需要进行底部填充的各层之间的间隙并不相同,从而会影响毛细流速,间隙越大,流速越快。公式 1 表示的是影响底部填充时间的各种参数[2]
总结
对于PoP进行底部填充带来的新挑战,可采用喷射技术 和工艺控制加以应对,并可实现全自动化的底部填充工艺。热管理和精密点胶功能对于PoP正确进行层间或底部填充至关重要。本文所介绍的点胶工艺,能够提高每小时的产量(UPH),根据我们前期进行的研究,实际可提高2倍[3]
致谢:
作者对A.Lewis、B.Perkins和Roberta Foster的大力帮助表示衷心的感谢! 参考文献:
1. H. Quinones, A. Babiarz; “Chip Scale Packaging Reliability - (EMAP, Taipei, Taiwan, November 2000)
2. M. Schwiebert and W. Leong, Underfill Flow as Viscous Flow Between Parallel Plates Driven by Capillary Action , IEMT, 1995.
3. A. Lewis, Corner and Edge Bond Dispensing for BGAs , SMT, September 2007.


