市场全球化导致了基于成本压力上的激烈竞争。 因此,在保证产品一贯高品质的基础上,电子 产品制造企业必须想方设法降低生产成本。基 于对品质和制造流程再现性的要求,人工焊接方式因其费 钱费时和成本敏感性强,已不再具有优势。
另外,高密度多层板及小型化和高引脚数的细间距器 件很难实现高质量/高效率的维修。因此,诸如生产率、操 作培训和错误装配所造成的“隐形成本”也必须在总成本 中加以考虑。还要特别关注的是,无铅工艺应用中人工返 修焊接过程将导致极大的热应力损伤问题。
因此,目标是要建立一个零缺陷的选择性波峰焊 工艺。
在这里,一个合理的印制板设计是非常重要的。例 如,焊盘的形状和它们之间的间距如果采用了合理的设 计,就会大大降低短路缺陷发生的可能性。焊盘和邻近不 被润湿的焊盘之间的距离设计,也需要遵循一定的规则。 引脚之间的距离和引脚的长度,也同样需要加以考虑。
此外,选择合适的焊接喷嘴,可以避免在自动选择 性焊接工艺中发生焊接缺陷。焊接喷嘴的形状或尺寸以及 所采用的技术(比如润湿性和非润湿性焊接喷嘴)的设计 也是重要的考虑因素。新增的创新功能,比如“去桥接 刀”(debridging Knives),可以有效降低桥接缺陷的形成,特别是在浸焊(dip)工艺中。

不同的焊接工艺
在焊点和邻近器件之间没有空隙的条件下很难实施焊 接, 这是在选择性焊接工艺中最普遍的问题, 通常是因为焊 接过程中容易将SMD器件冲洗掉或焊接喷嘴容易刮擦和损 坏有引脚器件的封装外壳.
在其他许多情况下,主要的缺陷是焊接短路和填充不 良;此外,锡珠也会导致缺陷。形成良好的焊点基于多种 因素,而选择性焊接工艺可提供可靠的焊接结果。 通常,不同的选择性波峰焊工艺有不同的焊接模式。
如果采用单“迷你波”(Miniwave)焊接工艺(图1),可 选择拖焊(drag)或浸焊模式进行操作,并允许以一定的角 度进行焊接。这种系统柔性更强,而且对板子的设计约束 也较少。但是, 根据焊点的数量,采用单“迷你波”工艺所 需要的操作周期相对较长, 从1分钟到10分钟不等。
另一方面,多喷嘴浸焊工艺(图2)使用特定的焊接喷 嘴工具,在一定程度限制了柔性。不过,所有焊点在装配 过程中是同时被焊接的,多喷嘴浸焊工艺可以提供更短的 操作周期,大约20到30秒。这类设备大多数是不能设定焊接角度的。

部分这类工艺对设计有着不同的要求。
印制板设计规范
为避免在选择性焊接工艺中发生问题,相关印制板设计规范主要集中在对焊点周围间隙的设定上。可采取一 些措施来改善孔填充效率,比如正确的器件引脚长度, 引脚直径和通孔之间的正确比例,热解耦效应(thermal decoupling)等。为了降低桥接缺陷产生的风险,必须考虑 器件引脚及其长度的范围;但是,采用特殊设计的焊接喷 嘴也可以帮助减少桥接缺陷。此外,通过合理的印制板设 计或采用特殊的焊接喷嘴设计,也可以降低锡珠缺陷的产 生。
焊点周围的间隙
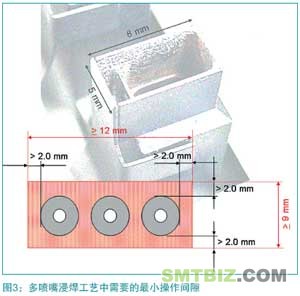
为了获得可靠的焊接工艺效果,单“迷你波”焊接工 艺的喷嘴内径一般为3mm,外径则在4mm左右。如果采用 多喷嘴浸焊工艺,则外部尺寸至少为5mm×8mm。 为避免由边界间隙导致的焊接困难, 在多喷嘴 浸焊工艺过程中, 需要焊接的焊点与周边器件或不需 要焊接的焊点之间必须至少保持2 mm 的间距。一个 最小为5 mm × 8 mm 的喷嘴至少需要在焊点周围留出 9mm×12mm的空间(图3)。
根据特殊的工艺条件,很小间距的焊接也能实现;当 然,这需要做彻底的检查。它主要根据周围器件的型号以 及可能需要采取特殊地措施,例如使用有定位脚的夹子或 润湿型焊接喷嘴等。对于“迷你波”焊接工艺,板子设计 者需要在引脚或引脚排的三边留出2mm的空间,并在器件 离开波峰的一边留出5mm的空间,以便正确进行焊接脱离(图4)。
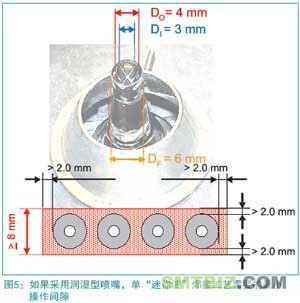
让波峰保持一定的角度或者采用润湿型焊接喷嘴 将有利于解决有时根本不可能留出的5 mm空间的问题(图5)。
当设计者难于在焊点三边留出至少2mm间隙时,周边 的SMD器件应该进行内部对齐(图6)。这种设计的好处在 于,如果这些回流焊接器件必须在选择性焊接工艺中进行浸润,它们不会被立即冲洗掉。

使用在拖焊中的单“迷你波”焊接还需要考虑焊点及 其附近高度超过10mm器件之间的距离。当以一定角度进行焊接时,高于10mm的器件可能碰到焊接喷嘴或气体罩。根据经验,对于这类特殊器件的设计,要求必须保证焊点与器件之间的距离等于或大于器件的高度。
改善孔填充率
焊点孔填充率不足的现象主要来自于不完全的热传导 率,合理的印制板设计可以改善这一问题。特别在多喷嘴 浸焊工艺中,器件引脚的长度在改善焊点孔填充率不足的 过程中扮演着重要的角色。
多喷嘴浸焊工艺要求引脚长度超过2.5mm,这与影响 通孔渗透情况的能量传输率是直接相关的。稍长的器件引 脚可以更深地浸入液态焊料中,由此可增加热量的传导并 最终得到较满意的孔填充率。
另一个影响孔填充率的因素是引脚和通孔直径间的 合理比例。如果比例过大,就不能形成毛细管作用;如果 比例太小,助焊剂无法深入通孔,也无法形成良好的焊 点。根据经验,通孔的直径必须等于引脚直径加上0.2~ 0.4mm。在无铅工艺中,可能要求加上0.5mm。
如果焊盘尺寸放大到一定的程度或者采用椭圆形焊 盘,热能传导的效果会比较好。如果可能,应避免阻焊膜 过分靠近焊点,这样可以帮助在焊盘上保持一定的热量, 同时也可以帮助防止锡珠的产生。
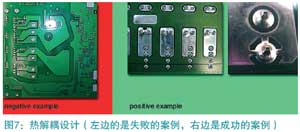
热解耦设计也是一个值得注意的因素。考虑了合理热 解耦设计的PCB板,热能就不会完全被引脚带走,而是会在 焊盘上保留更长的一段时间(图7)。
在浸焊工艺中,通常也希望在焊接过程中有连续流动 的焊锡流,这样可以防止焊接过程中发生氧化,而且可以 源源不断地提供正常加温的焊接合金以形成焊点。这样能 够保证即使是在最消耗热能的接触阶段,附雍辖鹨膊换? 冷却。无论是在焊接很多引脚的情况下,还是引脚需要连接 到印制板内层抑或引脚置于组件边缘的情况下,系统都可 以达到显著改善孔填充率的效果。
减少桥接缺陷
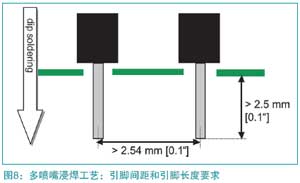
桥接是发生在选择性焊接过程中的主要缺陷,主要是 由于器件引脚间距离过小。所以,多喷嘴浸焊焊接工艺要 求引脚间距大于2.54mm,而单“迷你波”焊接工艺要求相 对较低,引脚间距要求大于1.27mm。满足上述条件后,系统可以设定合适的焊接角度以帮助达成良好的焊接脱离效果,减少桥接风险;或系统可配置润湿型焊接喷嘴,以达到同样的效果。
尽管引脚间距小于2.54mm的焊点排在浸焊工艺中有 较大的桥接缺陷风险,但是,如果考虑板面的基本布局规 则,这些引脚也是可以被良好焊接的。在引脚附近设计 不同形状的引流焊盘,比如小尺寸的焊盘或者椭圆形的 焊盘,可以帮助将多余的液体焊料引离焊点,以减少桥 接缺陷。对多喷嘴焊接工具进行特殊的调整,也可以使 2.0mm引脚间距的焊接应用达到良好的效果。
器件引脚的长度对桥接缺陷的产生有着相当重要的影 响。多喷嘴浸焊工艺要求引脚长度大于2.5mm(图8)。器 件引脚长可以增加焊接脱离速度,使多余焊料不再堆积在 焊点上,从而降低桥接风险。
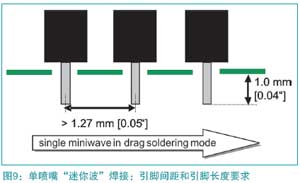
在单迷你波焊接工艺中,板子是移动的,并通常设置 一定的焊接角度以改善焊接脱离效果。这时对引脚长度的 要求大约为1mm(图9)。较短的引脚可能造成有缺陷的焊 点形状,例如:较差的半月板焊点和球状焊点。
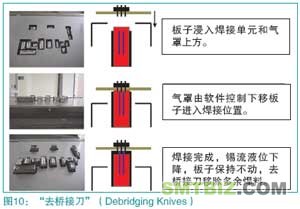
在浸焊工艺中,有一种特别的焊接喷嘴设计,也可 以减少桥接缺陷。这种设计被称为“去桥接刀”;举例来 说,就是在焊接喷嘴内安装润湿性金属板,在浸焊后用于 从引脚上移除多余的液体焊料(图10)。“去桥接刀”可 用于特殊的焊接应用,例如对不能满足先前所提及的理 想设计标准,引脚长度小于2.5mm,以及引脚间距介于2.0mm 到2.54mm 之间的情况。
减少锡珠缺陷
锡珠现象存在于所有的波峰焊工艺中,在无铅焊接过 程中更易发生,因为无铅的工艺温度较之传统的焊接工艺 有了较大的提高。较高的工艺温度对阻焊膜有不利影响。 取决于质量状况,阻焊膜可能在预热期间就被软化,由此 增加了锡珠粘连的机会。在传统有铅相关或者高质量无铅 阻焊膜的工艺应用中,生成的锡珠会即刻弹散开。所以,在条件许可下,应使阻焊膜远离焊点(图11)。

在多喷嘴浸焊工艺中,特殊设计的喷嘴可以帮助避免 锡珠缺陷的产生。通过采用引流片的方法引导需要产生的 锡流。同时,完整的喷嘴工具上部还覆盖有一层金属板, 图11:阻焊膜应远离焊点 任何在液体焊料回流过程中可能出现的飞溅,都没有机会 接触到印制板上。
结论
在所有的自动焊接工艺中,选择性焊接也许是要求 最高的工艺,它需要很多经验以及有关于工艺本身和相关 材料的基本知识。不过,最新的选择性焊接系统已经排除 了大多数可能在工艺过程中发生的问题。对比一些基本 的PCB设计规范,耗时和成本敏感型的返修焊接将成为过去,采用选择性焊接将获得良好的焊接效率并保持产品的 高质量水准。


