在表面贴装领域,利用印刷的方式对胶水的应用 是经过长时间评估并获得验证的工艺。传统的 SMT胶或环氧树脂材料可以通过点胶或印刷的 方式沉积到基板上 [1]。
本次研究工作的目的是通过分别应用印胶刮刀和封闭 式印刷头系统,评估几种已商业化的胶的印刷性能,并比 较采用两种印刷方式材料所表现出的印刷特性。
本次研究中共选用了来自5个不同供应商的9种胶。选 用的所有的胶在第一遍印刷时都表现出良好的印刷性能, 但是经过连续印刷超过20块板后,其中有些胶的印刷性能 明显减弱。针对如何获得最佳的印胶特性,我们提出了一 些建议。此外,我们还对影响环氧树脂材料印刷品质的关 键因子做了一些测试。
试验研究介绍
随着贴片机速度持续的增加,电路板装配的复杂程度 也越来越高,即使最快的点胶机与所要求的产能之间还存 有一定的差距。
印刷工艺为点胶应用提供了一种具成本效益和高产能 的替代解决方案[2, 3]。例如,一款每块板上有1,000个点的典 型产品,印刷机可以轻松地在一个印刷周期里完成所有胶 点的沉积,时间大约需要25秒甚至更短。相对点胶工艺而 言,生产周期可以降低40% 。
在本次的印刷研究中,我们采用了一个较厚的塑料模 板。应用一个3mm典型厚度的塑料模板可以在装配有常 见自动插件元件(AI)的产品上进行胶水印刷,且印刷面 可以是插件元件引脚伸出来的一面。采用单一厚度的印刷 模板的好处在于,不同尺寸和高度的胶点得以一次印刷完成,不需要模板底部清洁系统(USC)。
试验研究材料
基板
FR4 光板,尺寸为140×140×1.6 mm,在印刷面没有 焊盘。
塑料模板
本试验研究中选用一个 3mm 厚的塑料模板。应用这种 厚的模板进行挤压式印刷获得了国际专利[4]。图 1 是本次研究中使用的塑料印刷模板,表1列出的是模板上圆孔的尺寸设计。该印刷模板被安装在一个被称为Vector Guard的系统上,无需另外的模板外框。与传统的印刷模板相比,这个系统可以使模板从其框架上方便地拆卸以便清洗和存放。
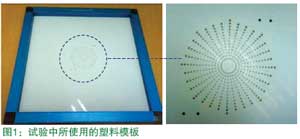

印刷模板的设计涵盖了直径从0.4~2.5mm很宽范围的孔的尺寸,包括了制造工业中常见的胶点孔的特征尺寸。
胶水样品选用
9种已商业化的环氧树 脂材料被应用在本次研究 中,它们分别来自5个不同 的供应商;在试验中为了清 晰地加以区分,给每种印刷 材料指定了一个编号,如表 2所示。
供应商2提供了三种型 号的环氧树脂材料,供应商 1和3分别提供了两种环氧树脂材料,供应商4和5分别提供了一种环氧树脂材料。
封闭式印刷头系统
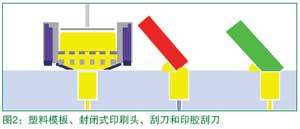
先前的研究表明,使用封闭式印刷头和厚的塑料模 板,环氧树脂材料的印刷的一致性和印刷速度要比使用印 胶刮刀高[2],参见图2。因为封闭式印刷头的特殊设计,其在印刷速度和质量方面要好过印胶刮刀。

从首次发布开始,封闭式印刷头系统的设计随着时间 的推移已经过了多次改进。在本次研究中,我们使用了最新的封闭式印刷头,它减少了空腔对胶的容量,并且印刷材料可以采用标准的注射器包装。这两点不同减少了要求填加到空腔中的印刷材料的量,也为盒式包装的印刷材料节省了成本。当然,印刷质量在变化前后是完全一样的。
印胶刮刀
因为使用塑料模板和封闭式印刷头具有以上优点,所 以这种组合被推荐应用。通常,由于产品上需要很大的开 孔,或没有封闭式印刷头的情况下,会选用传统的刮刀。 在此情况下,仅推荐使用专门的印胶刮刀。与标准的胶刮 刀相比,印胶刮刀在设计上有微小的差别,即其头部是平 的而不是尖的,如图2所示;与传统胶刮刀相比,其获得的 印刷品质更好。
印刷机
本试验中使用的是一台高速全自动印刷机。试验初始, 对使用封闭式印刷头和印胶刮刀,进行了机器优化设置。所 有的环氧树脂材料都使用印胶刮刀和封闭式刮刀头两种印刷方式印刷。表3和表4显示的是本次研究中机器的设置。


值得注意的是,通常在使用金属模板时,经过几次印 刷会要求用USC对模板底部进行清洁。但在本试验的印刷过 程中不需要清洁模板底部,这是塑料模板优于金属模板的地 方,大大减少了循环时间,但同时维持了良好的印刷质量。
与印胶刮刀相比,由于其较快的印刷速度,使用封闭 式印刷头也较使用印胶刮刀减少了循环时间。另外,封闭式 印刷头只需一次印刷,而 印胶刮刀需要来回两次印 刷,增加了循环时间
量测设备
利用全自动显微镜量 测基板上胶点的高度和胶点直径。

印刷研究流程
研究中印刷顺序如下:
• 加胶到机器中
• 记录所有点上都印有胶时需要的印刷次数
• 印刷两块板来量测环氧树脂材料的直径和高度
• 每种材料各印刷25块板
• 中断印刷30分钟后继续印刷
• 中断印刷30分钟后再印刷板
• 整个印刷过程中记录所发现的所有问题。
量测位置
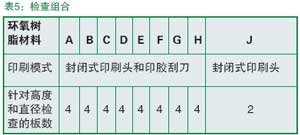
所有的环氧树脂材料 的量测采用同样的方法。量 测程序有两个:一是用于量 测环氧树脂材料的直径;二 是量测其高度。图4显示的 是针对每种材料量测的位置。
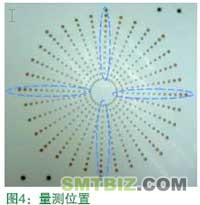
每种环氧树脂材料有 两组数据:其中一组是使用 封闭式印刷头获得的结果, 另外一组是使用印胶刮刀获得的结果。每组数据来自对两块印刷板的量测,如表5所示。
印刷结果
总共印刷了34块板并获得了大量的数据,先分析如下:
可印刷性测试
为了了解每种环氧树脂材料的可印刷性,安排了两项 测试:
第一项测试的机器设置见表3 和表 4。每项测试都使用 新的环氧树脂材料,印刷模板在印刷每种材料之前都被彻 底地清洁。通过这种方法定义经过多少次印刷所有的开孔 都能印下胶。
第二项测试是连续印刷25块板后,获得较好的印刷品 质,然后中断印刷30分钟;之后再印刷一块板,然后检查 是否有少胶或胶点中有气泡等缺陷。如果有类似的缺陷则 将其归为失效。表6显示的是所有环氧树脂材料使用印胶刮 刀和封闭式印刷头印刷的结果。
一块3mm厚的塑料模板需要若干次印刷,才能将模板 上所有的开孔全部填充满。表6显示,一般地,使用封闭式 印刷头当基板上的点完全被印上胶,能够降低印刷次数。 封闭式印刷头在保证基板被完整且稳定的印刷的情况下,平均至少减少印刷行程50%。
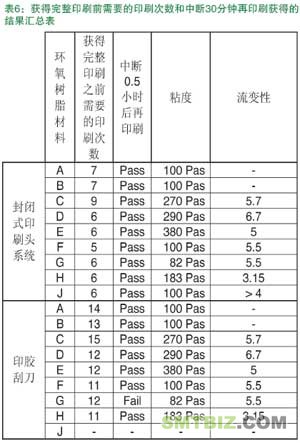
分别分析环氧树脂材料我们发现,材料C在基板得到完 全印刷之前需要更多的印刷次数;材料C的粘度较材料E要 低;同样地,材料E在基板得到完全印刷之前也需要更多的 印刷次数。
中断30分钟后对可印刷性的测试发现,除了材料G所有 材料都表现良好,G材料在中断印刷30分钟后再次印刷出现 印刷不完整缺陷。另外注意到,这种失效只是在使用印胶 刮刀时才会发生,当使用封闭式印刷头时,并未出现此缺 陷。分析指出,这是因为印刷过程中封闭式的印刷头在胶 内部产生了较高的压力,使得材料的转移效率提高。这表 明,当印刷胶点时,封闭式印刷头给出了较宽的工艺窗口。
粘度与获得完整印刷所需的印刷次数没有直接的相关 性。这可以从材料C和G测试的结果看出来,因为C和G粘度 差异很大。因此,有其他因素在影响材料的转移。材料的 流变性在其中起着非常重要的作用,对于流变性的影响将在今后的试验中另做研究。
连续印刷25块板的结果
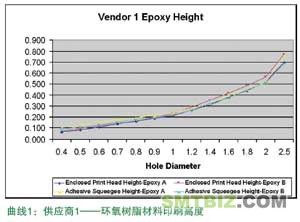
环氧树脂材料A和B来自同一供应商,印刷结果从胶点 的高度和直径来比较非常接近。两种材料都表现出良好的 印刷一致性,没有少胶的缺陷。
当使用封闭式印刷头时,脱模距离小于3mm时印刷材 料就完全和模板分离。而使用印胶刮刀时,脱模距离达到 3mm环氧树脂材料还是没有和模板完全分离,这在大批量 生产中可能会因为不完整的脱模而出现胶点坍塌或胶量不 足等缺陷。
曲线1显示在高度方面4组测试数据存在3 0%的差 异,模板开孔小于0.8mm对应的胶点尤其明显;例如,直 径0.6mm开孔对应的胶点,最低的点和最高的点分别为 0.112mm和0.154mm,这表明对于给定厚度的印刷模板和 开孔尺寸,印刷材料与印刷方式的选择对于所需胶点高度的获得非常重要。