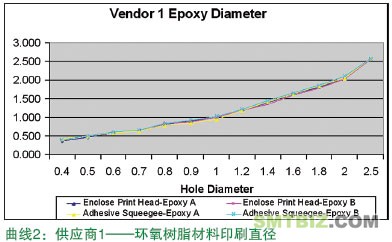
胶点的直径在曲线2被描出。从4组测试条件来看,4组测试数据差异较小,约为10%。结果显示,胶点的直径接近于模板开孔的直径,这主要是因为模板和基板之间达到了0印刷间隙的状态。在业界多数情况下PCB的表面不是完全平整的,例如,一些印刷字体会导致印刷过程中印刷模板和基板之间的密封问题。
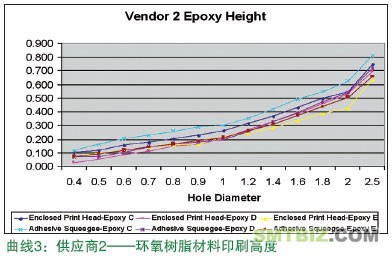
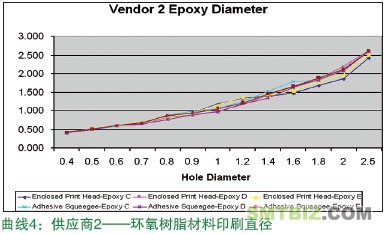
供应商2提供了C、D和E三种材料。总体上看,材料的粘度越高其获得的胶点高度越低。曲线3显示材料C通过封闭式印刷头和印胶刮刀获得的胶点高度最高,接下来分别是材料D和E。曲线4也显示出所获得的胶点直径接近于对应模板开孔的直径。
当使用印胶刮刀印刷材料C时发现,连续印刷的第六块板上胶点形状不完整;而使用封闭式印刷头来印刷则没有出现同样的问题,这可以看出应用封闭式印刷头获得较好的印刷结果。同时,相对于标准的印胶刮刀,其工艺窗口也会更大。
材料D和E与材料C显示出类似的印刷特性,当使用印胶刮刀时出现胶点形状不完整的现象,如胶量不足等印刷缺陷可能是因为印刷当中印刷材料不够。换成封闭式印刷头,没有发现上述印刷缺陷。材料D获得的胶点高度低于材料C,这主要是因为粘度的关系。材料A、B、C和D不需要3mm的脱模距离。建议对于粘度较高的材料设置较低的脱模距离。
供应商3提供了F和G两种型号的材料,这两种材料在本次研究选用的九种材料中粘度是最低的。曲线5中所显示的这两种材料获得的胶点高度要低于材料C、D和E,如曲线3所示。
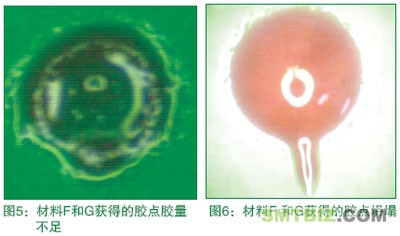
在25块板连续印刷过程中,材料F和G表现出胶量不足和胶点坍塌印刷缺陷,如图5和6所示。这些印刷缺陷主要是因为在3mm的脱模距离上材料没有完整脱开。脱模距离达到3mm后基板迅速离开印刷模板,致使印刷材料没有足够时间与印刷模板完全分离。结果显示,应用于此工艺的材料的粘度不应低于100帕斯卡·秒。
与前面的材料类似,所得到的胶点的直径和印刷模板的开孔非常接近,如曲线6所示。
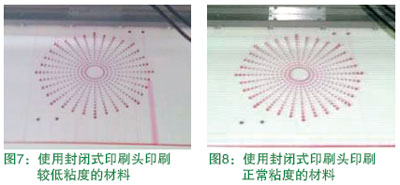
用封闭式印刷头印刷较低粘度的材料,相对粘度较高的材料,其在印刷模板上有轻微的挤出现象,从图7和图8中可以看出两者的区别。
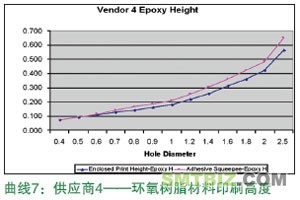
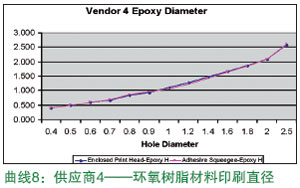
供应商4提供了H一种材料,使用这种材料获得的胶点的高度和直径和其它材料类似,如曲线7和曲线8所示。在本次研究中我们发现其呈现和材料F和G一样的缺陷,主要是胶量不足。试验中有一个重要的发 现:在使用印胶刮刀印刷材料H之前,轻轻的将材料在罐内搅拌,印刷结果会好很多,没有胶量不足等缺陷。
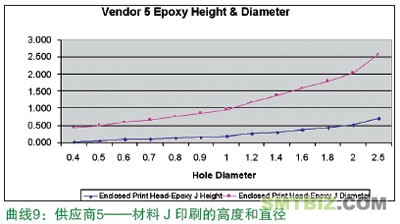
最后, 我们看使用供应商5 的材料J 。和其它材料相比,这种材料表现出最佳的印刷性能,它在3mm的脱模距离内脱模效果很好,结果显示使用这种材料脱模距离设定约2.2mm,连续印刷25块板,获得胶点的一致性非常好,没有发现印刷缺陷。曲线9显示的是不同的模板开孔尺寸对应的胶点高度和直径。
结论
研究显示市场上已商业化的不同环氧树脂材料其印刷结果明显不同。粘度在200帕斯卡·秒的材料脱模效果和印刷品质较好。低粘度的材料因为不恰当的脱模,印刷结果出现少胶或胶点坍塌等缺陷。较高粘度的材料趋向胶点胶量不足,主要是将材料挤压印刷通过厚的模板增加了难度。本次研究中,较高粘度的材料获得了较低的印刷高度,需要较小的脱模距离。如材料J脱模距离为2.2mm,而获得了好的印刷品质。在其它材料上发现即使脱模距离设置为最大3mm还是不够。要获得好的印刷品质,要求印刷完成后,产品在全速下降之前,印刷材料与模板完全分离。
所有材料印刷胶点的直径接近于对应无板的开孔尺寸。本次研究中印刷间隙趋近于0,基板的外形对于印刷结果的可重复性起着非常重要的作用,例如,印刷字体,标签等影响到印刷的品质。
试验显示,脱模速度设置在0.1~0.5mm/s 有利于较好的脱模,但是有些材料对于这些关键的印刷参数有比较大的工艺窗口。具有较高粘度的材料的印刷结果显示出与慢的脱模速度较小的相关性。
厚的塑料模板具有不需要板底清洁系统的优越性。
当使用塑料模板印刷所选用的材料时,封闭式印刷头在完全填充模板上开孔的最短时间,连续印刷后中断时间,提高胶点品质和胶点高度方面具有优势。对于一些材料使用封闭式印刷头可以获得较好的印刷效果,而使用印胶刮刀却不可能达到。此外,封闭式印刷头系统与印胶刮刀相比,具有更快的印刷速度和更高品质的一次通过率。
综上所述,封闭式印刷头系统应用于大批量产品生产中,可以获得更高的装配良率,和宽广且稳健的工艺窗口。相比点胶技术,应用塑料模板的挤压式印刷工艺可以提升40%的产量。
致谢:
感谢Optical Gaging公司的Raymond Go在量测仪器的设置和验证方面给予的大力协助。同时我们非常感激对此项目提供印刷材料样品的不同供应商,对于他们的帮助和支援表示衷心的感谢!他们是:Billy Liew from ThreeBond Technology Sdn Bhd, Kim Seung Su from Hi-Tech Korea Co Ltd, Mitsuo Fukushima from Koki (Singapore) Pte Ltd, Naoki Tsuda from Fuji Chemical Industrial Co Ltd and YP Low from Heraeus Materials Singapore Pte Ltd.
参考资料: [
1] A.Z. Miric, “Printing of SMT Adhesive”, Soldering & Surface Mount Technology Journal, Volume 8, Issue 3, 1996.
[2] A. Hobby, How To Deposit Thirty Million Glue Dots Per Hour, (And Then Print Three Dimensional Solder Paste). , APEX 2002, Anaheim, CA.
[3] M. Whitmore, MacKay, A. Hobby, Plastic stencils for bottom side chip attach , Proceedings Nepcon West 1997
[4] F. Bourrieres, Stencil For Depositing and Portioning Variously Thick Spot Layers Of A Viscous Material , International Patent Number: WO/1996/001743, 25th January 1996.
[5] F. Bourrieres, Clement Kaiser, Process and Apparatus For The Deposition Of A Viscous Product On A Substrate Via A Stencil , International Patent Number: WO98/16387, 23rd April 1998.


