目前行业内对PCBA分板主要有三种方式:手工、V-cutting、Routing(铣刀),这三种方式在分板时都存在着或大或小的机械应力。本文通过对客户产品的手工和V-cutting两种分板方式下应力测试数据的分析,进而解析分板时机械应力和零件排布对产品质量的影响。
手工分板案例分析
某知名品牌民用产品的控制主板在手工分板后出现失效,我们通过对客户送样进行焊点切片检查后发现,所有失效都发生在同一个位置。此元件位于电路板靠近板边的位置上,初步分析为手工分板时应力过大进而导致焊点开裂。
基于以上分析,我们对开裂的位置在分板时进行了应力测试。
所用测试仪器为:
应力测量仪: NI SCXI-1000 with NI SCXI-1121
感应器: Kyowa KFG-1-120-C1-11N30C2
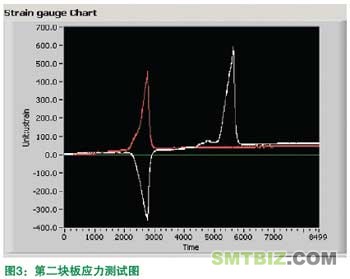
我们随机选取了两块板子,在开裂元件边放置感应器,模拟手工掰板测试应力。图1为该主板及感应器分布(虚线为感应器在背面)。图2为第一块板子的测试结果,图3为第二块板子的测试结果。

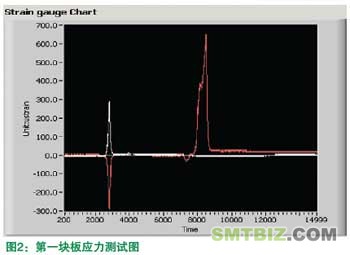
两组测试数据显示,最大应力都已超过了600ustrain(主应变,参考IPC/JEDEC-9704),其中第一块板的最大应力值已经接近700ustrain。
V-cutter分板案例分析
某品牌工业产品主板在使用V-cutting分板后发现靠近板边的电容(C33,C61)有损坏和焊点开裂等问题。对客户送样的两块板子进行实验分析,并在实验过程中对刀片间隙进行调整(分别为3.5、5),以验证其对V-cutter应力的影响。
所用测试仪器和分板机为:
应力测量仪:Kyowa PCD-300B
感应器:Kyowa KFG-1-120-C1-11N30C2
V-cutter:CAB Master III
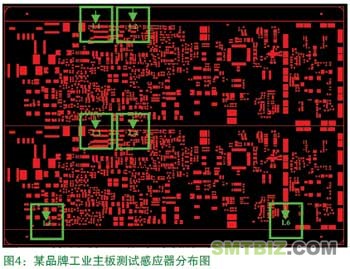
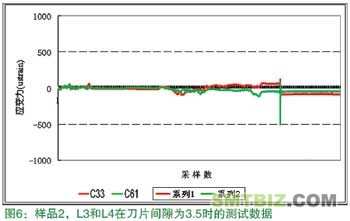
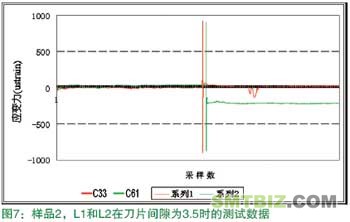
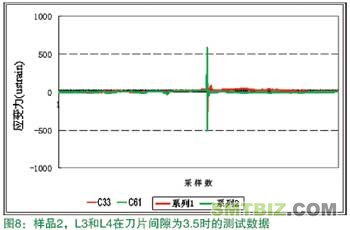
在整块拼板的每块板的C33和C61位置上,即图4中的L1,L2;L3,L4;以及对边的L5,L6这6个点上放置感应器并结合刀片间隙进行测试。
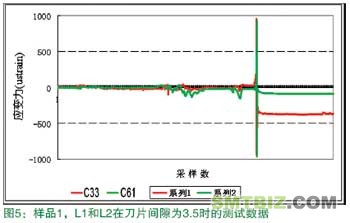
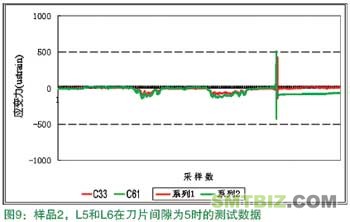
测试结果分别如图5-图9所示;其中,图5-图8为刀片间隙为3.5的测试数据;图9为刀片间隙为5,样品2位置L5和L6的测试数据。
上述测试结果汇总为下表1。

测试结果分析
以上几组测试结果显示,所有的分板应力都已经接近600ustrain,尤其在L1和L2位置远大于600ustrain,这和PCBA的V槽位置距离切割刀片远近有关。
关于应力异常情况,经分析确定主要原因为V-cutter下刀片长期使用没有定期更换有较大磨损造成的。按供应商推荐,一般为10万次裁切或100公里裁切行程需更换下刀片。更换切刀后的验证中,分板应力有了明显的改善,均远小于600ustrain。
通过对刀片间隙大小的调节,发现在能够顺利切开板子的情况下,对分板时产生的应力影响并不明显。
总结及建议
1、手工分板机械应力比较大,不可控因素也相对较多;
2、V-cutter对切刀的更换保养的要求较高,同时切刀对分板时的应力影响非常大,刀片间隙大小对分板时的应力影响较小;
3、业界一般对V-Cutter的上刀片有足够的重视,定期更换;但对下刀片重视不够,长时间不更换;
4、V-Cutter上下刀片需在同一平面上,否则对应力的影响较大;
5、PCB设计时要特别注意靠近分板位置元器件的方向及
排布,结合IPC-2221设计标准所规定,建议如下:
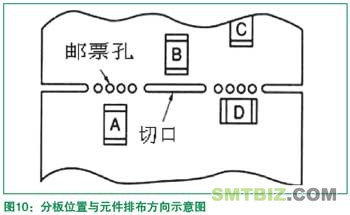
1)拼板设计元件排列要避免分割应力而造成的元件损坏(如图10所示),其中,B、D排列最好,C其次,A最容易损坏;
2)片式元件如果与连接处垂直(如元件A),到连接处的距离要≥4mm;若平行(如元件D),距离要≥1.5mm;
3)一般邮票孔连接的拼板两板之间或拼板与板边之间距离要≥1.5mm。


