业界发展驱动移动电子产品如手机、数码相机 和多媒体设备日益小型化,同时伴随功能愈 发丰富。这种趋势要求更薄的PCB,更小的 器件,甚至3D封装,才能在有限的尺寸限制下来更高低 集成实现所需的复杂功能。这些移动产品需要有很好的 跌落和温循可靠性。所以底部填充胶被应用于填补PoPs 的基板和封装之间的空隙,提供机械连接作用。底部填 充胶可以吸收由于跌落过程中因为PCB变形而在基板和 器件之间产生的机械应力,同时也能够吸收温循过程中 的CTE失配应力,它能够避免焊点发生断裂而造成的开 路或者功能失效。
底部填充胶施加在器件的一侧或者两侧,通过毛细 作用驱动而到达芯片的另一面,从而完全包裹焊球并在 固化后形成对焊球的静压力。初始点胶后由于和PCB的 润湿(会需要有一定的润湿面积,称作reservoir),形 成一个有流动能力的液滴,随着毛细作用的推动进而到 达器件的另一侧;在填充封装底部后,这种驱动力就耗 尽了,最终形成圆满填充。对于PoP,内部互连层之间同样被填充胶填充,如图1所示。

润湿面积的大小决定了邻近的器件距离限制。根据 制造可靠性和返修的要求,底部填充胶只应该接触被容 许填充的器件。如果填充胶与其它器件发生接触,在表 面张力的作用下,胶会扩散到其他区域,从而造成需要 被填充器件的填充不完全。
当给予充足的填充量能够完全流进器件底部时, 一个可靠的填充过程就完成了。通过使用完善的重量计 量系统和密闭环路供给工艺,从而保证了给每个器件合 适的填充量。如果供给的量太少,就会造成不完全的填充,导致差的可靠性。如果供给的填充胶过多,就会造成填充胶的浪费,从而造成成本的升高,润湿区域的尺寸过大,则增大污染周围器件的风险,同时造成需求填充的器件发生填充不足的情况。
当供给适量的焊球填充胶,单程供给的填充量和液 滴尺寸与润湿面积之间存在直接关系。一次供给的胶越 多,润湿区域就越大,反之供给的胶量越小,润湿面积 就越小。这是分析供给量和润湿面积关系,保证完全填 充的关键因素。
转换为质量。整个实验中仅使用一种填充胶,以减少试 验的变量。选择的填充胶是双组分环氧预混合并冷冻存 储,不可返修,3000cps(粘度),50%填料的快速流动 填充胶。
结果
如果PoP封装内的一个或者两个互联层需要填充胶 填充,润湿面积和周围器件的距离都可以设定,润湿面 积和进料器的行程次数(填胶并非一次完成,往往是多 次,一次称为一个pass,本文译为行程次数)直接成比 例关系。增加次数导致润湿面积减少,可以增加器件布 局密度。减少润湿面积是以过程点涂量为代价的,这是因为增加行程数量同样会增加进料的时间。
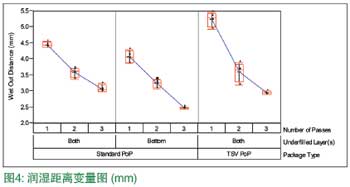
该研究表明,在使用单程填充工艺的条件下,第二代 TSVPoP比第一代PSVFBGA需要更大的润湿面积,特别是小 的样品尺寸,填充胶的缓慢流动很有可能发生在TSV PoP二 级互联层(因为封装间更小的间隙),这会造成填充胶的 润湿面积略微大于PSVFBGA。一个有意思的现象是,如果 使用多行程工艺,两种封装都表现出相似的润湿面积。这 些现象合理地揭示了润湿面积和溢流时间之间的关系,即 长的流动时间对应更大的润湿面积。
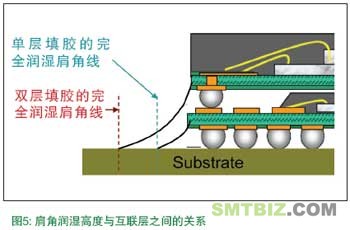
润湿面积与单层互联填充还是双层互联填充之间存在 密切关系。对比两种互联封装在填充后在基板上的润湿距离时,可以发现当仅填充底层互联时,对应的润湿距离最小,这些可以通过观察每层必须的填充高度及对应的填充后形成的肩角(fillet)大小就可以理解。图5显示润湿面积和肩角与互联层的情况相关。这些规律同样被CSPs和倒装芯片之间的润湿和肩角面积所显示的差别所支持,这是因为倒装芯片拥有更低的焊点,从而比CSP的润湿面积更小。填充胶初始端的润湿面积比后端肩角面积大得多。
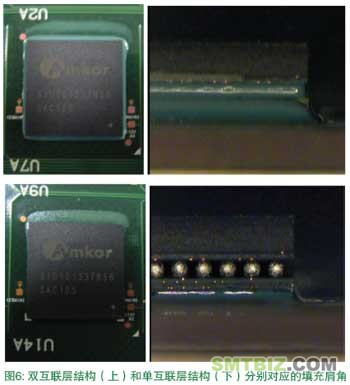
当填充胶固化后,可以在器件四周看到肩角存在。填充 胶本身材料的接触角、焊点高度、为实现完全填充而供 给的点涂量决定了肩角的尺寸。润湿面积和肩角面积可 以做到很接近,但是只有当行程次数非常多时并供给较 多的胶水后,才能实现。本研究中,对于双层互联点涂 和底层互联点涂两种形式,相对点涂的另一侧的肩角分 别是0.2mm和0.5mm。图6显示了双层填充胶肩角(没 有溢出边界的相应润湿)和单层填充胶肩角。
对于POP 的点涂填充工艺, 在较少的行程数次数 下,润湿面积仍然很大。如果双层都需要填充也同样会 增大润湿面积。当设备成本较低并且不考虑最小化设计 时,容许大的润湿面积是有优势的,因为这样可以缩短 填充工艺时间,并且需要的投资设备及成本会低很多。 如果内互联层之间都需要填充,所需的润湿面积也相应 变大。如果考虑小尺寸因素和复杂的功能性,使用多行 程和喷射点涂等先进技术,就能够实现更小的润湿面积 和更高的器件密度。因为填充双层互联封装需要更多的 润湿面积和胶水,单层互联和双层互联所需的填充胶需要进一步研究。
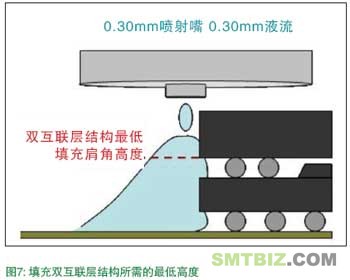
在单板上布置PoP避让区时,不必过分要求与填充实 施边对称。封装的过度斜边主要取决于互联层的高度和材 料的接触角。研究表明,PoP的润湿面积约是过渡斜边尺寸 (~3-5mm vs. ~0.5mm)的6-10倍。基于以上数据,仍 然有增加次数并减少润湿面积。需要说明的是,如果不能 提供足够的填充胶,液滴池的高度不够就不能保证填充每 一层。为了保证填充所有层,对填充胶的高度有一定限制要求,这在图7中有相关说明。改变胶粘度,减慢材料的流动速度(高的粘度或者低的基板温度)会提升高度比,有利于驱动胶到达第二互联层,同时减少润湿区域,这也增加了填充流动所需的时间。
器件之间的彼此靠近程度决定了每次行程中供给 填充胶的百分比。少的填充胶供给量能够使润湿面积接 近填充面积,因为液体不会过分扩展并快速流入器件底 部;显然,多的行程就需要多的时间。如果单板不是为 填充胶而设计,唯一的解决办法是更多的行程数,这就 需要更多工艺时间,并且增加设备投资,从而增加了填 充工艺的成本。根据是单层互联还是多层互联需求来设 计合适的润湿面积的单板,从成本和可靠性角度来看都 是有益的。
-----------------------------------------------------------------
PoP封装形式
目前主要有两种不同PoP封装形式,现有版本为 PSvfBGA PoP(图2),下一代灌封通孔(TMV,塑封灌 封体中通孔实现上下芯片互连)PoP(图3)。典型的PoP包含底部封装的逻辑芯片和位于顶部的存储器芯片。
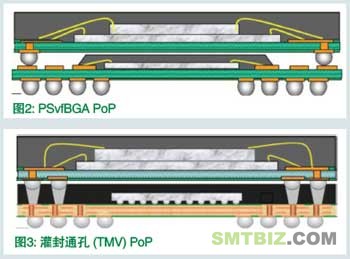
下一代TMV PoP容许更高的存储密度界面和更高的数 据传输速率。PoP器件正在向减少底部尺寸和封装高度, 同事提高功能性方向发展。底部尺寸的缩小也减少了填充 材料的可润湿面积,继而推动缩小填充胶的禁布区域。对 于PoP,一个强烈的驱动力是不使用填充胶但提高焊点可靠性。
-----------------------------------------------------------------
致谢:
感谢Amkor协助提供相关PoP的测试设备。TMV是Amkor的注册商标。 感谢美国Carlsbad应用工程师团队在定义PoP焊球填充胶工艺中提供的相关 帮助。
参考资料:
[1] Curtis Zwenger, Lee Smith and Jeff Newbrough. Surface Mount Assembly and Board Level Reliability for High Density PoP Utilizing Through Mold Via Interconnect Technology. SMTA International Conference, August 17, 2008
[2] Joon-Yeob Lee, Tae-Kyung Hwang, Jin-Young Kim, Min Yoo, Eun- Sook Sohn, Ji-Young Chung, Moody Dreiza. Study on the Board Level Reliability Test of Package on Package (PoP) with 2nd Level Underfill. ECTC Proceedings 2007
[3] Steven Adamson. Jetting of Underfill and Encapsulants for High SpeedDispensing in Tight Spaces. Apex 2004


