由于01005元件、0.3mm间距CSP器件的引入, 电子元器件封装正在将SMT技术推向极限。客 户的小型化需求不断推动着高密引脚器件的应 用;但是,在新的制造方式出现之前,目前的小型化技术 究竟能发展到哪一步?锡膏应用及锡膏印刷工艺的极限又 在哪里?
在过去的20年间,人们对细间距印刷工艺的主要因子 和关键工艺参数已经有了深入的了解。其中包括:印刷速 度、刮刀压力、钢网开孔设计(钢网加工、钢网厚度、开 孔面积与横截面积比)和锡膏的选择等。但是,随着钢网 开孔面积与孔间距变得越来越小,影响锡膏转移率和锡量 一致性的因素有所增多;因此,当前印刷工艺研究的关键是如何找出并使这些因素受控。
影响锡膏转移率的因素
图1是密间距印锡工艺的因果分析鱼骨图,从图上可以 看出,影响锡膏转移率的有六个主要因素:环境、锡膏、工具、PCB设计、印锡工艺和检测。
试验方法
Indium公司在位于美国纽约Utica的实验室进行了为期 一个月的印锡试验,所采用的是Assembléon公司销售的 Yamaha YGP锡膏印刷机,该印刷机可以灵活改变刮刀角 度——作为印锡工艺的一个参数显著扩大了细间距印刷工艺 的窗口。此外,该印刷机能够在不同试验条件下改变刮刀角 度(自动擦网后,工序暂停后,以及印刷每个批次中的第一 块板后,等等);最终减少了整个试验过程中印刷不同PCB 给试验结果带来的波动。
试验过程中使用的锡膏是Indium的8.9HF,该产品为4 号粉制作,是专为应对小型化需求而开发的免清洗、无铅、 无卤素锡膏。
沿刮刀长度方向对钢网底部支撑进行了优化,并在PCB 底部加了顶针,以保证刮刀压力的均匀分布。 试验变量包括印刷速度、脱模速度、印锡间隔时间和刮 刀接触角度(45~60°)。
锡膏量的数据通过 Koh Young 3020T 3D 系统测量得 出,最终转化为0.45-0.3mm 间距的锡膏转移率数据。
试验板上设计了10x10μBGA的焊盘,尺寸和间距 0.05mm~0.5mm不等。采用电铸钢网,厚度3.5mil,开孔为1:1的方形孔,具体设计如表1所示。
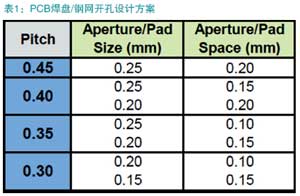
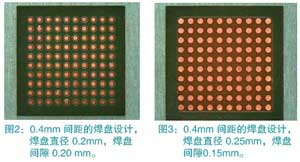
另外一个变量是阻焊开窗,对于焊盘间距小于0.2mm的情况,焊盘之间完全没有阻焊绿油,参见图2和图3。
脱模速度和刮刀角度对锡膏转移率的影响
脱模速度设计为两个水平:慢和快; 刮
刀角度的变化范围为45 - 60°,每5°为一个水平。 试验结果表明:对于开孔面积与横截面积比大于0.70 的大焊盘,刮刀角度与脱模速度影响不明显;但对于面积比小于0.66的小焊盘则有显著差异。
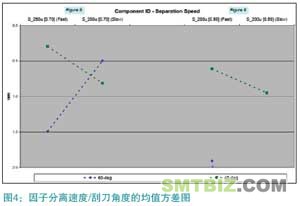
从图4可以看出,大脱模速度下锡量的波动比较大。在 一组试验中,200-250μ (8-10mil)钢网开孔的锡膏转移率 从65%变化到85%,且波动不大。
可以看出,小刮刀角度(45°/ 50°)比大刮刀角度 (55°/ 60°)的印锡效果和一致性更好。此外,小刮刀 角度情况下,大脱模速度的印锡一致性要优于小脱模速度 的情况。
常规的想法是锡膏从钢网的脱模速度越小,释放的就 越完全,但从本实验结果看却与之相反。
刮刀角度和印刷速度
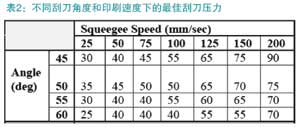
在最后一组试验中,刮刀角度的范围为45 - 60°,印 刷速度的范围为25- 200mm/sec。试验的目的是得出刮刀 角度和印刷速度对不同焊盘尺寸/ 间距锡膏转移率的影响。 首先,每一个刮刀角度的最佳刮刀压力被确定下来, 表2列出了最佳刮刀压力的数据。刮刀压力的确定是通过逐 步增加刮刀压力直到锡膏被刮干净为止。
对焊盘尺寸0.25mm(AR= 0.7)、0.20mm(AR = 0.56)和焊盘间距0.2mm 、0.15mm 的几种不同焊盘设计 方案进行了组合试验(见图5),其中,0.15mm间距的焊盘之间无阻焊绿油。
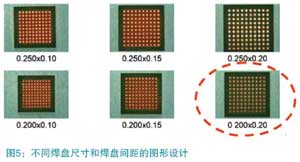
结果表明,不同试验组合的锡量一致性没有显著差 异,但是平均转移率的差异较大,0.15mm 焊盘间距的锡 膏转移率接近100%,较0.20mm焊盘间距高出15%。
二者之间为什么会有这么大的差别?分析后认为是由 于 0.15mm 间距的焊盘之间没有阻焊绿油,钢网底部的平整度更好,有利于锡膏脱模。
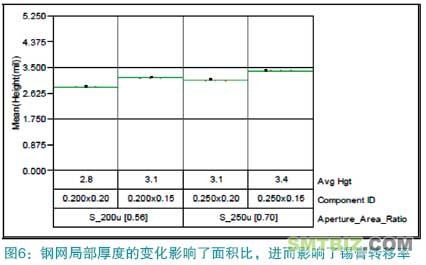
此外,钢网的加工工艺也是一个要考虑的因素。当孔 间距很近时,电铸钢网的开孔将有所变化。由于密间距开孔 会改变局部电镀速率,钢网局部厚度的变化影响了面积比 AR,进而影响了锡膏转移率。数据分析也证实了钢网局部 厚度的大小将带来锡膏转移率的改变。
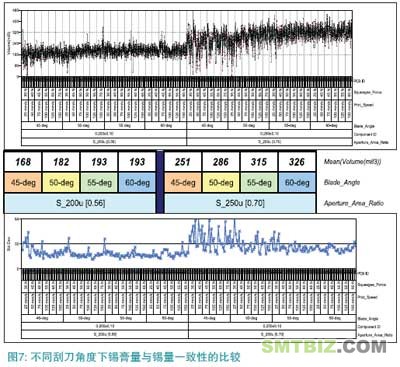
接下来,对 0.25mm(AR= 0.7)和 0.20mm焊盘(AR = 0.56)在0.1mm焊盘间距下的印锡数据进行了分析,发现45 /50°刮刀角度的锡膏转移率波动较大,而55 / 60°则较好。
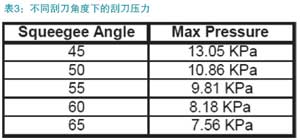
前期在Yamaha设备上进行的试验中,采用安装在钢网 开孔处的传感器对刮刀压力进行了实际测量。结果显示,随 着刮刀角度的增加,锡膏填充压力呈明显下降的趋势(见表 3)。鉴于此,较小刮刀角度对应的锡膏量的波动很有可能 是出于锡膏填充压力增大的缘故,而过大的填充压力会将锡 膏从焊盘上挤出。数据表明,针对上述钢网开孔,刮刀角度在 55° 或更高的情况下可以得到较合适的刮刀压力。
结论
过去人们对印锡工艺的关键参数和对这些参数的具体 影响有了系统的研究和发表,这些参数包括印刷速度、刮 刀压力和钢网设计。本试验的目的是研究焊盘尺寸和焊盘 间距减小后是否引入了新的影响因素,结果如下:
1. 对于密间距印锡,印刷前的准备工作非常重要,减小 印刷过程中的PCB变形、沿刮刀长度方向对钢网有效 支撑,可以改善印刷精度和锡膏转移率。
2. 较大的脱模速度对保证锡量一致性有好处,但位于板 边的细间距焊盘还需进一步研究。
3. 随着焊盘尺寸和焊盘间距的减小,刮刀角度对锡膏转 移率和锡量一致性的影响越来越大。
4. 在超细间距焊盘之间的阻焊绿油是锡量波动的一个重 要原因,需要进一步研究,以指导今后的焊盘设计。|
5. 由于绝大多数的印刷机不允许调整刮刀角度这一参 数,目前为止还不能全面评估改变刮刀角度对减小过 程波动的作用。但如果可以改变刮刀角度,当遇到钢 网擦拭、工艺调整和工序暂停的时候,则可以获得更 好的锡量一致性。
本试验研究发现,超细间距印刷工艺将引入 一些新的影响因素,这些因素对当前尺寸的元器 件可能影响不大,但是随着引脚尺寸和引脚间距 越来越小,刮刀角度和印刷速度将成为少锡、锡 量不一致的重要影响因素之一。
对于超细间距印刷工艺,锡量不足直接导致 返修,即使非常小的工艺波动都会对组装直通率 产生重要影响,因此,批量生产之前必须对印刷工序有一个全面的评估。
参考资料:
1] Anglin, C., “Establishing a Precision Stencil Printing Process for Miniaturized Electronics Assembly,” IPCTechnical Conference, March 29-April 2, 2009.
2] George Babka, “ Moving Towards a Stable Process:Minimizing Variation in Solder Paste Printing,” Originally distributed at the International Conference on Soldering and Reliability,” Toronto, Ontario, Canada; May 20-22,2009.
作者联系方式:
George Babka:george.babka@philips.com.
David Sbiroli:dsbiroli@indium.com.
Richard Brooks:rkbrooks@austin.rr.com.
Chris Anglin:canglin@indium.com.


