消费者期待着产品尺寸的不断减小和功能的持续增加,这不仅给可制造性设计(DFM)带来麻烦,制造商也需要始终面对小型化与大器件共存所带来的挑战。
对大部分具备一定工艺能力的单板制造商而言,单纯地缩小尺寸、增加复杂性,或布置大器件都不是太大的难事,但要求两者兼备,则需要较高的技术水平。本文试图通过对近期一项优化“标准”印刷工艺试验结果的分析,从而确定可以调整和控制的工艺变量,找到确定和指导工艺优化的解决方案。
混装与钢网开孔面积比
混合装配中印刷工艺潜在的首要问题如图1中左图标出的钢网开孔面积比,它的计算公式是开孔面积除以孔壁面积。面积比对印刷工艺的重大意义是图1中右图所显示的对锡膏转移率的影响。
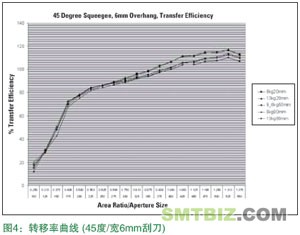
图2是较厚和较薄钢网被用于同时印刷大小不一焊盘的情形。

两种尺寸的焊盘(一小一大)被成功地用较薄的钢网印刷,但大的元器件回流焊后会存在少锡的缺陷,因为印刷时转移的锡膏量不足。应用较厚的钢网对大的器件而言会获得满意的锡膏量,但同样会导致小焊盘在印刷时转移的锡膏量不足,因为锡膏会被粘在具有较大表面积的孔壁上,从而在回流焊接后造成少锡或空焊。
譬如钢网的厚度是100微米,方形开孔大小是250微米,因此面积比为:0.625= (250×250)÷(100×250×4)。如果钢网厚度减小到75微米,孔壁面积也会随之降低,其面积比将变成0.833。
我们可以通过调整钢网的几何设计来达到期望的面积比。但是开孔并不是可以被任意控制的一个变量,它完全由基板上与不同元件类型相匹配的焊盘尺寸来决定。表1列出了一些常见SMT元器件和其典型的面积比。
在表1中,CSP器件对应较低的面积比,而且随着间距的变小面积比也变小。
现在问题是——
从图1 中的右图可以看出,在面积比0.66以下时锡膏转移率和面积比呈线性关系,这一面积比对应的转移率约75%。这一点以后曲线为非线性,并显示转移率非常明显的低于 75%,这被认为是不能接受的,因为在回流焊接过程中不能形成可靠的焊点。这就是为什么作为经验值将面积比定在0.66或以上(IPC-7525)。
如果只考虑板上某一种元件,很好,你可以很简单地利用规则确定钢网的厚度使面积比在0.66临界点以上,获得可接受的转移率。但是,当要兼容混合装配的器件时,你将会遇到麻烦。这里,任务是增加面积比在0.66以下的开孔的转移率,应用较厚的钢网成功地在基板上较小的焊盘表面上印刷,同时满足混合装配中大的元器件对锡膏量的要求。
试验
试验的目的是应用不同的工艺参数设置(变量)获取系列转移率数据。
一台全自动印刷设备通过一张标准100微米厚的激光切割不锈钢钢网,被用来印刷锡膏。印刷设备、钢网、刮刀、夹具、锡膏和操作员都在整个研究中保持一致,以减少变数。
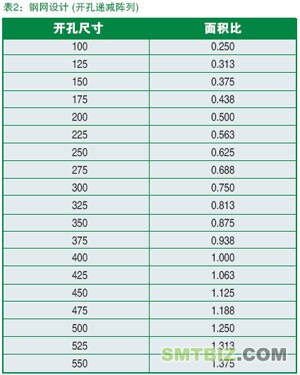
为获取必需的数据,钢网被设计含有全部范围的器件,为了充分观察每个试验的工艺能力,采用一个递减的开孔阵列,表2显示的是开孔尺寸和对应的面积比。
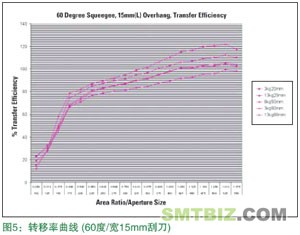
在印刷工艺中有许多因素对结果产生影响,包括刮刀速度、压力和角度,甚至还有刮刀的宽度。本试验所用的有印刷角度45度/宽6mm,印刷角度60度/宽度6mm,和印刷角度60度/宽15mm的三种刮刀。可以预期,宽15mm的刮刀将会有不稳定的结果,因为印刷角度随压力而改变,目的在于和宽度6mm的刮刀相比较。
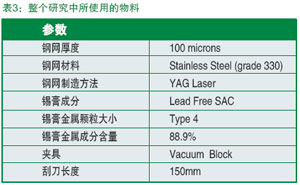
为了保证整个研究过程遵循同样的“标准”设置,研究过程中使用表3列出的物料。
在试验中只有以下工艺设置可以改变:刮刀速度、压力和角度。所印刷在板上的锡膏用3D系统来量测,用电子表格分析采集到的数据。
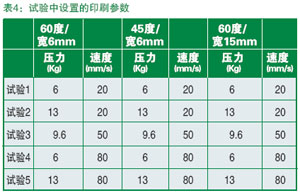
表4列出了整个研究过程中的印刷参数,所有其它的参数未做调整。
试验结果
从试验结果可以看出,工艺设置和转移率的分布之间有着非常显著的相互关系。
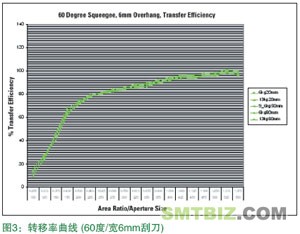
采用60度/宽6mm的刮刀使用5种工艺设置获得的试验结果显示,所有开孔的结果都非常接近,与工艺设置没有相关性。使用高的印刷压力/低的印刷速度和使用低的印刷压力/高的印刷速度所得结果的平均差异小于3%。这一系列试验得到的转移率结果显示75%这一临界点对应最小尺寸225um的开孔仍然可以获得满意的印刷效果。
使用45度/宽6mm的刮刀获得的试验数据分布很窄,呈现和工艺设置弱相关性。 这些数据显示转移率曲线已经受到影响,临界点75%已对应到200um直径的开孔,这意味着面积比为0.5的开孔能获得满意的印刷效果。
使用60 度/宽 15mm的刮刀所获得的转移率结果,可以帮助弄清楚具有较好韧性的刀片对工艺的影响。以这种设置工艺参数的影响对转移率的影响达15%的差异。在较高压力和较低印刷速度的条件下,锡膏转移率可以得到显著的改善。在这些工艺条件下,直径175um的开孔其转移率在75%的临界点以上,这就意味着这种工艺设置可以印刷面积比为0.438的开孔。
结论
当前 SMT 制造商的要求是在同一工艺中生产出既有极端细小的元件又装配大的器件的产品。本文介绍的虽然是一个较难的工艺,但是已经有了解决方案。
印刷角度为60度和45度而宽度较窄的刮刀证明其能提供稳健的印刷工艺,即使外部工艺参数有较大的调整,也不会影响锡膏转移率结果。这种情况最适合“固定式”的制造方案,因为工艺可以被有效地锁定。
由此获得另一个结论,较窄的刮刀宽度最适合印刷角度为45度的刮刀,因为从试验结果来看,使用这种刮刀不同面积比对应的锡膏转移率会增加。
印刷角度60度宽15mm的“异型”刮刀与上述刮刀所获得的结果趋势一致,但是如前面一节中所介绍的,工艺参数对转移率有非常显著的影响,因此,这种方案需要相当的工艺水平来对印刷工艺进行完全的优化。


