摘要:
众所周知,在波峰焊中使用氮气保护可以显著降低锡渣的产生量并提高焊锡的润湿性能。对于无铅波峰焊来说,氮气焊接保护具有更大的好处。但是,目前仍然缺少一种成熟的波峰焊氮气保护技术。
本文介绍了一种适用于波峰焊的新型氮气保护系统,它使这项技术更具有成本效益,使用更加简便。实验室试验数据和生产试验数据均表明,这种技术具有以下优势:1、低氮气消耗量;2、低氮气管堵塞概率;3、低改造成本;4、极少锡渣形成;5、减少机器的清洁次数;6;节省助焊剂使用量;7、降低焊接缺陷率。
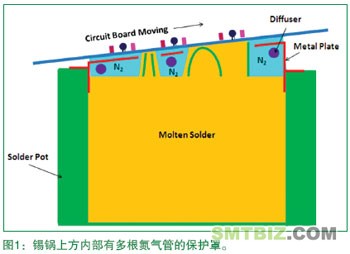
在波峰焊过程中使用氮气,以形成一个惰性保护层来尽量减少焊料氧化是一项广为人知的技术,该技术不仅节省焊料,降低维护要求,而且提高焊料的润湿性,并可确保焊点的质量。这种氮气保护技术可应用于现有的波峰焊机,只需要在锡锅中安装一个内部装有氮气管的保护罩(见图1)即可。因为氮气层可以覆盖整个锡锅,从而降低焊料氧化比例。
在电子行业,随着无铅焊接逐步取代有铅焊接,氮气保护在波峰焊中的价值进一步提升,这主要有以下几个原因:1、无铅焊接比锡铅焊接温度高30~40℃;2、制程温度的显著提高在很大程度上增加了锡渣的产生;3、无铅焊接工艺的成本一般是传统有铅焊接的3~4倍。因此,在无铅波峰焊工艺中,由于锡渣而产生的成本浪费造成的经济损失要大得多。此外,与传统有铅焊接相比,无铅焊接的焊料润湿性先天不足,而且无铅焊点在形成过程中更易氧化。
但是,目前仍然缺乏一个成熟的波峰焊氮气保护技术,这在很大程度上阻碍了氮气焊接技术的推广应用。具体来说,要取得技术突破,就需要解决以下几个问题:1、必须尽量减少氮气消耗量,以提高该技术的性价比;2、锡波表面上的氧气浓度必须低于可接受的水平,以达到低锡渣产生率和低焊接缺陷率目标;3、必须防止焊料飞溅以及助焊剂蒸汽堵塞氮气管,以确保氮气管的导通和持久工作要求;4、改造工作必须尽可能简单,以降低成本。
本文介绍了新一代波峰焊氮气保护系统的最新研发成果,该系统解决了上述难题,实验室和生产试验数据表明,这项已取得专利的新技术具有出色的性能和诸多优势。
技术研发
氮气管的选择
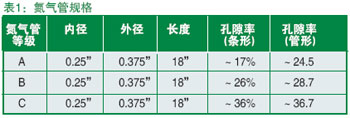
氮气波峰焊惰性保护系统使用的氮气管通常是使用多孔不锈钢管制成。氮气管的参数经过优化,以形成层流状的氮气保护层,有利于减少焊接区域外空气的渗入。我们对氮气管的气体渗透性进行了详细的研究,如表1所示,三根氮气管分别被评定为A、B和C级,其中A级具有最小的孔隙率,C级具有最大的孔隙率,较高的孔隙率源于较大的孔径。
进行测试时,氮气被通入每根无缝氮气管内,在给定氮气流量下,测量每根氮气管的进口(Pup)和出口(Pdown)的压力。氮气管进出口之间压降的计算公式如下:
氮气管上下游之间平均压力的计算公式如下:

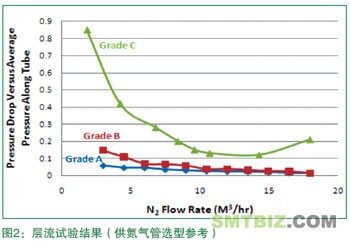
如果P/Pave远小于1,则可以认为多孔管流出气体是层流模式;反之,如果P/Pave接近1,则说明湍流气体占主导地位。如图2所示,A级氮气管的P/Pave值最小,远低于1,完全符合氮气气流的要求。虽然A级氮气管从层流的角度来看是最佳选择,但还是应该考虑其他一些因素,如氮气管中的气流量和层流气体可覆盖的最远距离等。
三维计算模型
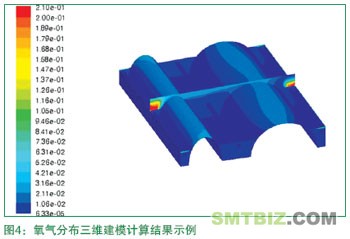
三维计算模型用于评估和优化氮气保护系统的设计和估算各种不同工艺条件下的氮气保护性能。为了进行建模计算,我们再次采用前面的层流试验结果以获得必要的建模参数,例如,氮气管中的气流的阻力等。图3是沿氮气管壁压力下降与氮气管单位面积氮气流速的对数坐标图,氮气管的气流阻力根据氮气管对应曲线的斜率估计得出。
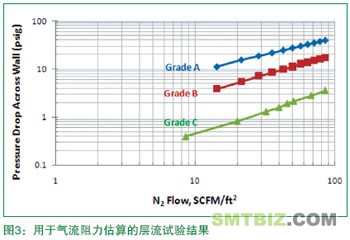
图4是一个建模计算结果示例,显示整个双波焊锡锅的氧气分布状况。
氮气管的防堵塞
众所周知,在波峰焊运行期间,氮气保护系统的氮气管容易发生堵塞。堵塞通常是由于焊料飞溅或助焊剂污染所造成的。堵塞导致氮气管的氮气层流不均匀,极大地降低了氮气保护的效果。清洗氮气管的表面残留物特别困难,最终必须更换氮气管,这大大增加了成本。
具体地说,助焊剂污染可能来自于气相阶段或液相阶段。在波峰焊过程中,当线路板进入焊接区时,液态的助焊剂会均匀的喷到线路板上,一部分在线路板进入预热区时蒸发,其余部分在线路板进入锡锅波峰时挥发,特别是当线路板接触到波峰时,挥发得更快。当温度低于助焊剂的沸点(约150℃)时,助焊剂蒸汽可凝结在固体的表面,而接近波峰焊区域的氮气管很容易被助焊剂蒸汽凝结物堵塞;此外,当线路板接触到波峰时,其上的助焊剂残留物可能会污染熔融焊料,当熔融焊料接触氮气管时,这些残留物可能会沉积在氮气管表面。为了防止氮气管堵塞,有必要消除液相污染和气相凝结。
如图1所示,一般来说,双波峰焊氮气保护系统的保护罩内部有三根氮气管,它们分别位于扰流波的前部、平流波的后部和二者之间。中间氮气管极易受到两端焊料飞溅和助焊剂污染,这主要归因于波峰的持续动态运动和波峰间狭小的空隙。前面的氮气管非常接近熔融焊料表面,很容易通过直接接触熔融焊料受到污染;后面的氮气管由于距离熔融焊料表面较远,其相对较低的温度可使助焊剂蒸汽凝结在氮气管表面。
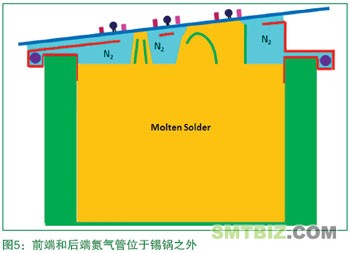
为了防止前端和后端氮气管受到熔融焊料飞溅和助焊剂蒸汽凝结而污染,一种设计方案是将前端和后端氮气管置于锡锅之外(见图5)。为了保持气体流通,每根氮气管之间留有一个气道。这种设计的目的是确保每根氮气管的气体单向流入锡锅,从而消除或减少助焊剂蒸汽在氮气管表面的凝结。
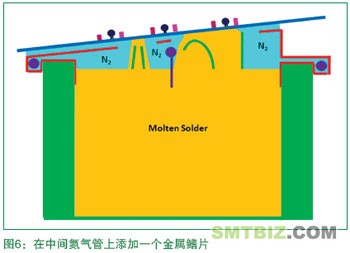
防止中间氮气管堵塞是一个复杂的挑战,因为堵塞可能是由于焊料飞溅、助焊剂凝结或与熔融焊料直接接触所造成的。为了解决前面两个问题,一种设计方案是提高中间氮气管的温度,具体的做法是在中间氮气管上安装一个金属鳍片,即将金属鳍片插入熔融焊料(见图6)。通过保持高于焊料熔点的氮气管温度,可以防止焊料飞溅物固化,并避免助焊剂蒸汽凝结在表面上;这种设计利用了氮气管表面的高表面张力和非润湿性,可以使飞溅的焊料自动滑落。
如前所述,助焊剂残留物可以与熔融焊料混合,从而在氮气管接触熔融焊料时沉积在氮气管表面。我们正在考虑多种选择方案,以减少或消除这个问题。
实验室评估
氧气浓度分析
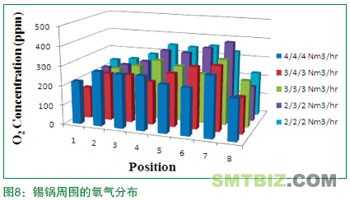
我们使用NovaStar双波峰焊机进行实验室研究。波口宽度为十英寸(254mm),保护罩和三根氮气管如图6所示安装在锡锅内部,锡锅温度保持在260℃,将一块模拟线路板用的石英板安装到活动链条上并固定于锡锅顶部。为了检测氧气浓度,在锡锅周围安装了八根气体取样管(见图7),每根取样管中的氧气浓度通过氧气分析仪进行测量。如图8所示,锡锅周围所有八个位置的氧浓度低于400ppm,氮气总流量为12 Nm3/ hr或更低,从三根氮气管中流出的氮气流量值以“前/中/后”(单位:Nm3/hr)的形式表示。
中间氮气管
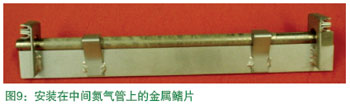
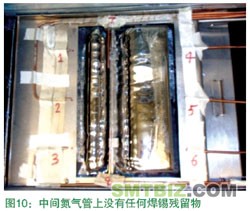
为了验证利用高温来防止中间氮气管被焊锡污染的有效性,我们准备了一个带有金属鳍片的氮气管(见图9)。图10表明,在温度为260℃的双波锡锅中,安装在工作位置的氮气流速为4 Nm3/ hr的中间氮气管表面没有任何焊锡残留。飞溅到氮气管表面上的焊锡都会从氮气管表面滑落,因为金属鳍片的导热性能使中间氮气管的温度高于焊锡熔点,从而使飞溅到上面的焊锡无法凝固。
焊渣的形成
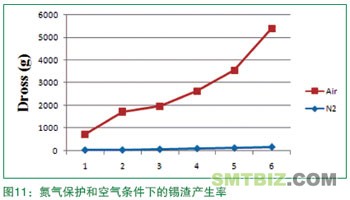
我们对氮气保护条件下的锡渣产生率进行了研究,并将它与空气条件下的锡渣产生率进行了比较。用于研究锡渣产生的锡锅内部表面积为10”× 11.5”。进行氮气保护条件下的锡渣产生进行分析时,锡锅中安装了带有三根氮气管的保护罩(如图6所示)。锡锅温度维持在260℃且双波峰同时运转。将一块模拟线路板用的石英板装到活动链条上,并固定于锡锅顶部。每根氮气管的氮气流速被设定为4Nm3/hr。进行空气条件下的锡渣形成分析时,将保护罩和三根氮气管拆除,其他条件保持不变。如图11所示,使用氮气保护时,锡渣产生率大大降低,仅为空气条件下的3~6%。在此实验中,氮气气源中的氧气浓度约为5ppm。

生产试验
为了进一步验证氮气保护技术的有效性,我们与研华股份有限公司(中国台北)合作,进行了一系列的生产试验。在这些生产试验中,由于机器和制程的限制,我们使用了一个经过改造的氮气保护系统。改造内容如下:
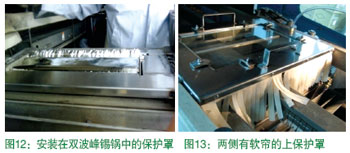
在锡锅上方安装了一个上保护罩,保护罩的两侧都装有软帘,以进一步加强氮气保护效果,如图12、图13所示。
中心氮气管安装在上罩内部。
系统中三根氮气管的氮气流速均为4 Nm3/hr。锡锅周围区域的平均氧气浓度为2000-3000ppm。为了测量氮气保护区域的氧浓度,我们使用了一台带有采样泵的氧气分析仪。下面是使用氮气保护系统进行一个月试验之后测得的结果:
1、锡渣产生量减少;
从表2可以看出,焊渣产生量减少了6.4~2.9千克,实际锡渣减少率为53%,超过了预先设定的目标(减少50%)。条件:氮气气源的氧气浓度44ppm,压力:3kg;波峰高度95%的最大高度,波峰宽度350mm。
2、设备维护时间缩短;
在未应用氮气保护技术之前,研华公司每天需要花40分钟来清除锡锅中的焊渣。在氮气保护生产试验期间,日常锡锅维护时间减少至15分钟,机器停机时间减少了60%。
3、助焊剂用量节省;
表3显示,应用氮气保护技术可以降低助焊剂用量。在生产系统中应用氮气保护技术之后,每天可以减少10%的助焊剂使用量。
4、缺陷率降低;
在氮气保护生产试验期间,研华公司的桥接现象减少了25%。这相当于返工率下降了10%。在通孔填充改善方面,在应用氮气保护和空气条件下的标准生产过程中观测到的数据没有显著差异。
5、实际效果小结。
表4给出了在研华公司波峰焊接工艺中应用氮气保护系统所获得的实际效果。如上所述,每月可实现45,800 NTD的总体成本节约。

总结
将一系列新设计概念引入氮气保护系统并应用于波峰焊,大大降低了锡渣的产生率,减少了焊接缺陷和机器维护的工作量。基本研究涉及锡锅内部的流体力学分析和层流分析测试。其他设计改进包括前/后氮气管盖、中间氮气管金属鳍片和双层顶盖,经过验证可有效减少焊料和助焊剂堵塞,从而缩短停机时间。通过在研华工厂进行初步测试,该系统具有的优势得到了进一步的证实。
为了尽量减少定制的影响和使系统能够适用于各种型号的波峰焊,我们目前正在评估多项标准设计方案,包括进一步优化中间氮气管的设计以减少堵塞,提供更有效的保护性能和设计灵活性,以解决不同波峰焊炉大小/形状差异问题。
经过验证,新型波峰焊接氮气保护系统设计可靠而灵活,只需进行简单的改造,就可以适应设备变化。生产力和质量的改进以及维护工作量的减少使这种新系统能够帮助印刷线路板组装行业的客户降低营运成本。
欲联系作者,请email致: wangvy@airproducts.com。


