双轨回流炉已问世多年,通过同时并行处理两块电路板,可使产能比单轨回流炉提高两倍。目前, 电路板制造商仅限于在每条轨道中处理相同或重量差较小的电路板;而现在, 拥有独立轨道速度的双轨双速回流炉使得同时处理两块差异更大的电路板成为可能。
既然不同轨道可以设定不同的速度,那么工艺工程师的任务就是要设置可同时满足两块电路板加工要求的工艺曲线。本论文将探讨如何在实际运行中获得这样的炉温曲线。
原理
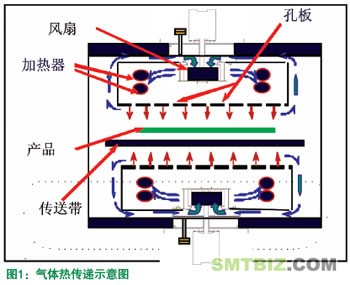
首先,我们要了解影响热能从对流型回流炉加热器向电路板传递的要素。如图1所示,在通常情况下,回流炉的风扇推送气体(空气或氮气)经过加热线圈,被加热后的气体通过孔板上的一系列孔,将热能相对均匀地传送到产品上。
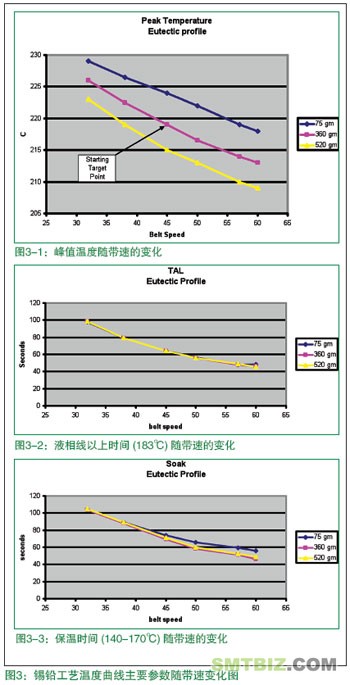
下面是大家非常熟悉的能量从热气流传递到电路板的公式

我们将相关参数移到公式的一侧,并将回流炉参数移到另一侧,可得到如下公式:
当电路板的重量不同时,公式中的参数 a 和 A 都会相应改变,只有通过调整电路板吸收的热能(q)才能使公式继续保持平衡。热能的变化会造成电路板温度发生变化,因此,为了保持电路板温度不变,我们必须改变区域温度设置点(ΔT)或传送带速度(t)。
应用
在单轨回流炉中处理一块电路板时,我们可以通过修改设置点(ΔT)或带速(t)进而获得理想的温度曲线。如果我们在双轨回流炉中同时处理两块不同的电路板时,只可以调整每个轨道的带速来获得所需的温度曲线,因为双轨回流炉中两条轨道在同一个炉腔内,其温度设置必须是相同的。
2009年8月,BTU发表了一篇题为《带速、温区温度和静态风压对回流温度曲线的影响》的论文1,文中讨论了带速、温区温度设置和对流速率对回流焊接温度曲线的影响,并且探讨了炉温的设置如何影响两块电路板的峰值温度、液相线以上时间(TAL)和温度均匀性等问题。随着双速双轨技术的出现,我们有必要深入研究在仅仅改变带速的情况下,处理三块重量不同电路板的情况。
这项研究采用锡铅和无铅两种焊膏,使用Pyramax150N型12温区氮气回流炉,重量分别为75克、360克和520克三种电路板,带速从30 IPM到60 IPM。每种实验组合的峰值温度、液态以上时间以及保温时间均予以记录,以便分析。
锡铅焊膏工艺
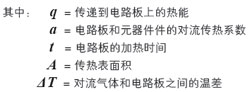
如图2所示,锡铅工艺实验的第一步是用重量为360克的电路板在45IPM带速下建立一个基准曲线(ramp-soakspike:快速升温-保温-峰值);峰值温度目标值为220℃,TAL为60秒,140-170℃段的保温时间为70秒。
之后改变带速,以45 IPM为起始点,每次改变幅度为5 IPM,最小变化范围为15 IPM;记录下每种实验组合的峰值温度、TAL和保温时间,如图3所示。
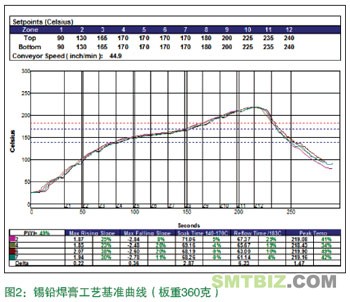
正如预计的那样,在同一带速下,电路板重量对峰值温度有较明显的影响。其中,较重电路板的温度比较轻电路板的温度低7-10℃;但对TAL和保温时间的影响不大。然而,当我们改变带速时,所有三个参数都发生了变化;其中,TAL和保温时间的变化幅度几乎达到50秒,峰值温度的变化幅度大约为15℃。
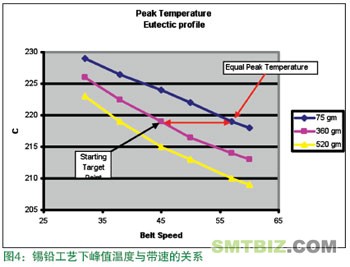
下面我们将得到的实验数据应用到双轨双速炉中处理两块不同的电路板。首先,将重360克的电路板放在一条轨道上,而在另一条轨道上放上重75克的电路板;之后,根据图3-1的结果,将放置75克电路板的轨道带速增加到58 IPM(参见图4),这样两块不同电路板就会实现相同的峰值温度。根据图3-2和图3-3的结果,当带速为58 IPM时,75克电路板的TAL和保温时间将分别缩短到45秒和55秒。
同理,如图4所示,如果我们在360克电路板加热条件下处理520克电路板,则需要将带速调整到38 IPM,以保持这两块不同电路板具有相同的峰值温度,而最终TAL是80秒,保温时间为85秒。
通过以上实验可以看出,如果能够接受新的TAL和保温时间,那么第二块电路板的新带速就可以确定了;如果不能接受新的TAL或保温时间,那么只能接受新电路板不同峰值温度,或在两块电路板上再尝试不同的设置点。
无铅焊膏工艺
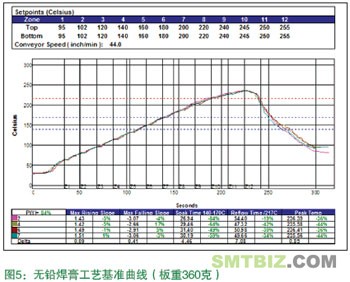
接下来,按照上面的方法来获得无铅工艺的温度曲线。我们用360克电路板在带速为44 IPM的条件下,建立一个迅速升至峰值温度的无铅基准参数,如图5所示。峰值温度目标是240℃,217°C的TAL为60秒。因为无铅曲线通常几乎没有或完全没有保温时间,所以如果要考虑保温时间的话,选择监测在140-170℃范围之间的时间。
我们按照锡铅工艺实验的方法,对无铅工艺重复同样的实验,使带速从起点开始变化幅度为±15 IPM,记录下三块测试电路板分别在不同带速情况下的峰值温度、TAL和保温时间,结果如图6所示。
从图中可以看出,电路板的重量对无铅焊料峰值温度的影响和锡铅焊料是相似的。在较低带速情况下,电路板之间的峰值温度差值大约是7℃;速度较快时,差值接近13℃。在锡铅实验结果中,电路板重量不影响TAL或保温时间;而在无铅实验结果中,75克电路板的TAL几乎比其它板长20秒,这极可能是由于迅速升至峰值温度曲线的特殊形状引起的。
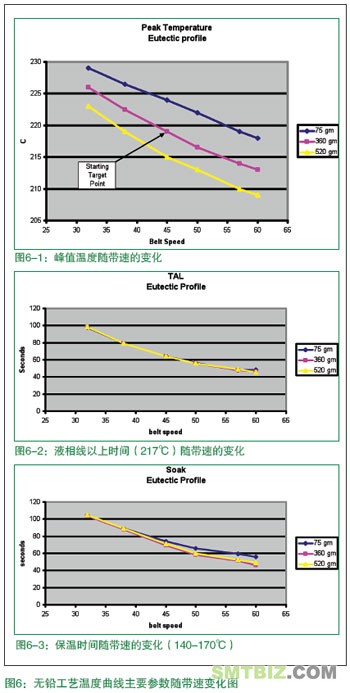
同理,当我们改变带速时,所有三个参数也如同锡铅曲线中一样都发生了变化,其中TAL改变幅度为80秒,保温时间改变幅度为20秒,峰值温度的改变幅度则为15℃。
从上述各图中可以看出,锡铅和无铅曲线是相似的。其中,峰值温度图6-1表明,如果使用360克电路板所确定的参数,并且希望在另一轨道上同时处理75克的电路板,则需要将带速增加到60 IPM,而图6-2和图6-3则告诉我们,75 克电路板在60 IPM带速情况下的TAL和保温时间大约为40和20秒。
同样,我们可以在39 IPM带速条件下,使用360 克电路板设置参数同时处理520克电路板,使其具有相同的峰值温度。而最终得到的TAL是62秒,保温时间为32秒。如果可以接受TAL和保温时间的改变,那么改变带速也可以达到工艺要求。
捷径——预测软件
在运行了多条曲线之后,我们认识到生产工程师希望有一个更好更快捷的办法来从这些图表中获取相关的数据,进而能够节省其工作时间。
首次实验中的数据在速度变化范围内接近线性,于是我们首先想到获得首批电路板的基本曲线,然后采用相同温区设置和±15 IPM的带速变化幅度,在第二批电路板上获得两条曲线;之后,可以将各点连接起来,绘制一条平行线,为第二批电路板提出新的带速数据。这样一来,仅需要运行三条曲线,我们即可初步确定带速估值。
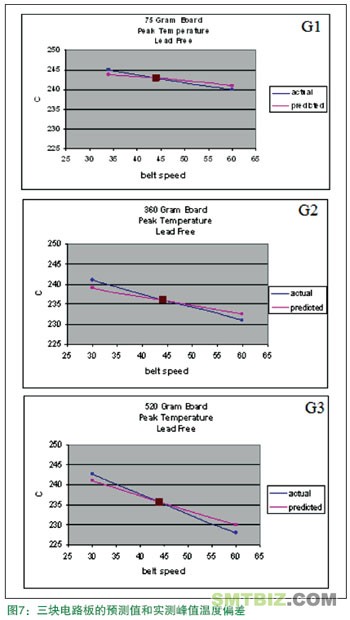
接下来我们想知道,通过KIC Navigator2等预测软件是否可导出新的曲线?我们曾使用KIC Explorer来获得实验的原始曲线,在仅改变无铅工艺基准带速的情况下,KIC Navigator对于每块电路板曲线的预测其实是一个非常简单的步骤。软件预测的峰值温度与实测温度的偏差在2-3℃范围内。三块电路板的峰值预测温度和实测温度对比情况见图7。
结语
综上所述,工艺工程师可以只做很少的工作,就可以确定双轨双速回流炉的温度设置和带速。工程师可通过实际带速的变化来获得多条曲线,也可通过使用预测软件,加上两条实验曲线,来确定双轨双速炉的带速。
这些方法也可用来帮助预测那些由于电路板重量差别太大而不能在双轨双速回流炉中运行的极端情况。最终,工程师还是需要在所选带速条件下,通过测量实际电路板曲线来确认结果。
更为重要的是,在回流炉的首批曲线经过优化后,工程师可以在办公室里完成余下的工作,而无需占用设备的生产时间。


