本文介绍,回收象BGA这样越来越贵重的元件的一个试验结果。
BGA元件正迅速成为密间距和超密间距技术所选择的封装。在提供一个可靠的装配工艺的同时达到高密度的互连,使得在工业范围内越来越多地采用这种形式的元件。可是,这些元件的大量出现与其不断增加的成本正在推动装配与返工工艺期间对BGA回收的需求。
直到最近,那些含有可再工作缺陷的BGA元件只是从印刷电路装配上取下,然后扔掉。不幸的是这样做是有成本代价的,特别是现在的高端陶瓷BGA(CBGA)和大型、高输入/输出塑料BGA(PBGA)。
当要求返工时,通过回收BGA来挽救装配和降低成本是重要的。这样可以避免由于零件短缺而造成的停产与利润损失。要做到这一点,就必须理解在维持装配及其有关元件的原有条件可靠性与操作效率的翻修工艺中的机制。
最近我们对BGA的再植球(reballing)工艺进行了深入研究,试验了四种不同的再植球方法1。每一个方法都包括需要正面影响元件的取下与替换方法。这些方法是:
- 模板法:较厚的、孔尺寸较大的模板用来将预成型的锡球放置在元件上的焊盘位置。然后锡球被扫进预上助焊剂或已印刷锡膏的放置位置。
- 自动分配法:用机械设备一个一个地将锡球预成型放到上助焊剂或锡膏的BGA元件焊盘上。
- 高纯度铜辫法:高纯度铜辫预成型用来将锡球放到已印刷助焊剂的焊盘上。
- 干燥焊接法:一种专门的干燥焊接工艺和一种合成回流/对中工具一起使用。
试验
在试验矩阵中包含了下列参数:助焊剂粘度、助焊剂化学成分、助焊剂粘着性、锡球合金、和各种锡球附着工艺。利用一个满足分析试验需求的基板或元件,提供一致的参数和在整个分析过程中维持一个通用的试验平台,这在试验设计中是很重要的。
这个项目需要的元件是作为工厂菊花链元件采购的。试验也通过提供在零件的正常返工过程(包括回流/取下)期间所获得的实时数据来增强。基线的建立是使用直接来自工厂菊花链部分的元件,并且没有暴露到任何类型的制造环境。
选择了一个352 PBGA菊花链封装,它含有一个35mm的树脂覆盖的模块和1.27mm间距的0.03"锡球(63Sn/37Pb)。所有BGA封装的锡球座都由铜焊盘构成,有100µm的镍隔板和在镍隔板上电镀3-8µm的金。所有元件从试验装配上取下,经过一次回流。所有板都是0.093"厚度的Fr-406热风焊锡均匀(HASL)表面涂层。所有板都有0.030"无焊锡覆盖界定的焊盘(NSMD, non-solder mask defined pads),串行链接以增加电气试验的容易。
这个通用平台允许试验集中在有影响的参数上,而不是在元件变量本身。使用HASL表面涂层的主要目的是提供从PCB基板到焊接柱的尽可能最高强度的连接,同时维持一致的试验参数。
焊锡印数是使用0.030"开孔的0.006"厚度的不锈钢片。这个方法形成一个可行的焊锡连接,而不产生诸如短路这样的异常的制造缺陷。这个方法也希望揭示,从锡球到元件基板的焊锡内连或金属间的附着比失效板的附着机制要强得多。
测量标准
选择剪切试验和环境应力试验来积累测量与试验数据。剪切试验提供在各种工艺与涉及的材料和足够精度之间的有用比较。剪切试验的最大好处是帮助确认各种湿润问题,比如粘附强度、过多金属间化合物的形成、锡球的污染、和元件的安装座。环境试验是评估和逐步增强元件失效机制、获得统计数据和进行基线分析的一个有效工具。
这些基线帮助确定和随后减少上述技术常见的各种随机引发错误。虽然安装的不同方法是统计上分析和证实的,但是寿命期望的差异、使用的容易性、成本效益、和科学分析最终决定BGA回收的锡球安装的最佳方法。
元件的取下
元件的取下和随后PCB与封装表面的准备是一个成功工艺的最重要部分。为了提供一个可靠的互连座,座的准备必须认真进行,诸如焊盘的损坏、共面性、污染、潮湿敏感性和元件的处理等参数必须严格控制。
由于回流与取下工艺的关键性,适当的回流曲线必须用于维持在元件取下期间的封装的完整性。锡膏和元件制造商提供有帮助的专用温度曲线。元件应该用一个热板温度曲线来取下,形成的峰值温度在元件制造商的限制之内。自动设备戏剧性地减少在建立的温度曲线中的可变性,在某种程度上保证取下的力量在推荐的界限之内。
原来封装的取下将造成在PCA上从锡球和印刷的焊锡块的焊锡释放,因此,必须认真完成,以提供一个平面的无污染的安装座。这个步骤对于获得一个可靠的装配是极其重要的。最常用的方法是使用高纯度的铜辫。对这个方法的观点是不同的,能否提供损伤控制或在吸锡印刷电路装配或元件基板时防止损坏。该工艺可能造成的损坏经常直接与操作员的熟练程度有关。
取下的另一个常用方法是使用一个非接触式清除系统,它利用加热的惰性气体,通常是氮气,和一个真空设备来将焊锡从焊盘上清除,而不物理接触基板。虽然这些方法通过控制温度和对安装座的接触损坏来提供一个很好的取下方法,但是,成本高,因此业界不常使用。
在基板的取下和清除完成之后,必须进行全面的外观检查。对0.03"安装座的检查放大倍数不应该小于3倍。对于小于常用的0.03"直径的安装座,放大倍数至少应该是10倍。这个步骤对发现元件或电路损坏是非常有用的。检查应该包括下列缺陷:过多污染、损坏或翘起的电路板焊盘和元件焊盘的损坏。在使用高纯度铜辫2等接触式清除方法处理时,焊盘损伤是常见的问题。阻焊的受损、减少、或物理损坏可能造成许多焊接的问题。
助焊剂是一个成功的BGA植球工艺的最重要材料参数。在本研究中我们集中在常见的、容易获得的和提供必要特性(如高粘着性)的助焊剂上。所选择的助焊剂化学成分由F1-F4来代表,粘度445-700和相似活性特征的免洗与水洗两种。这些试验在有高氮环境的对流炉中进行(表一)。
| 表一、助焊剂物理特性的矩阵 | ||
| 助焊剂描述 | 粘着性 g/f | 粘度 泊 |
| F1 | 50 | 300 |
| F2 | 42.5 | 300 |
| F3 | 144 | 445 |
| F4 | 125 | 600 |
| 等离子法/干焊 | 0 | 0 |
| 高温锡球附着63Sn/37Pb | 42.5 | 2230 |
助焊剂参数在回流之前的物理放置和锡球的保持上,以及在焊锡回流的动力学中都是特别重要的。另外,最初回流前的锡球放置精度是保证适当的焊锡湿润和达到最佳的锡球自我对中所必要的。图一说明当最初回流前放置最佳时工艺控制窗口增大。选择一个将显示提高锡球放置精度,同时适合所希望的放置方法的粘性范围是重要的。
虽然在多数情况下回流前的放置公差是可接受的,但是注意发生在放置后的锡球精度。锡球的自我对中和湿润特性必须达到最大,以保证取得一个元件在可接受条件下。还有,保证外观检查和对中不受影响。各种对中测量可归因于粘度、粘着性和/或沉淀高度的影响。这些参数在图二中比较。
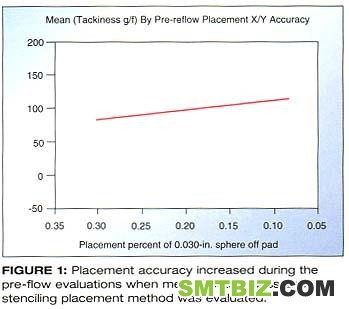 图一、在评估助焊剂平均粘着性和模板放置 方法时回流前评估期间,放置精度提高。 |
 图二、使用适度的粘度和粘着特性, 回流后的精度提高。 |
这些参数可能不是唯一的起作用的影响。助焊剂的沉淀厚度可能成为参数相互作用期间的一个因素。实际的沉淀高度也可能增加锡球从助焊剂表面移动到接触焊盘的时间,因此减低放置精度的机会。助焊剂的粘度与粘着性很明显造成回流期间锡球“浮起”。这个浮起增加附着或湿润时间和锡球偶然漂移的可能性,它减少自我对中特性的物理时间3。
锡球
使用的是有下列金属化合金的预成型锡球:Sn63/37,90/10,60/40和62/36/2Ag。选择预成型锡球的主要参数是球形的公差和一致的质量。第二个问题也可能集中在封装、氧化水平和尺寸与金属化的可获得性。
锡球放置方法
锡球放置是使用下列方法进行的:
1、模板方法:对中与随后的锡球放置是使用开孔直径比锡球的大0.003-0.006"的厚度为0.015-0.035"的模板进行的。
每个元件的锡球分布使用化学腐蚀或激光切割到模板上,它要求不同的分布形式和工具或模板类型,因为零件的物理尺寸是变化的。将元件准备好,在安装座上用模板印刷少量一层助焊剂。将模板对准零件,锡球通过开孔刷到座上。该方法提供准确的锡球定位,并容易识别无球的座子。可是,它不是底模(under-molded)BGA的最佳方法,它的密封造成离地高度增加。
2、自动分配方法:在这个方法中,将一台自动密封或分配机器重新编程,来以所希望的元件分布形式放置锡球,在安装工艺发生之前施用助焊剂,帮助达到更加自动化的流动。虽然这个工艺昂贵,当有很高的精度与可重复性。另一个优点是该方法不要求模板需要的一大摊工具。如果很大数量的元件需要回收使用,要做的只是简单地装料,剩下的由分配机去处理。
3、高纯度铜辫法:高纯度铜辫法使用包在纸矩阵中的63Sn/37Pb锡球,这个纸矩阵与要植球的封装相配合。对中数据显示这种放置方法是最精确的。该工艺涉及正常的元件准备工作。首先,植球助焊剂轻轻刷在元件焊盘上。然后纸胚放在一个方形对中夹具上,整个系统回流,以达到安装的目的。在回流之后,纸矩阵在去离子水中溶解,只留下安装好的锡球。可能需要少量的清洁来最后将纸去掉,保证清除助焊剂。因为该工艺不使用免洗助焊剂,认真清洗是必要的,以防止腐蚀,也是长期可靠性的考虑。决定是否封装已经适当清洁的最好方法是测试离子的污染,允许范围是低于每平方英寸0.75微克。
4、干焊法:已经开发出一种借助等离子的干焊工艺来帮助工艺改进和对先进技术的回收使用4。该工艺使用等离子形成各种有机净化和非反应的自由基。该混合物清除积累在回收的BGA锡球放置座上的氧化物。结果提高该座表面的可湿润性。
结果显示,使用干焊工艺产生附着力量和回流前后的放置精度,等于或好于其它安装方法的精度。这些结果是由于需要对准夹具来在整个回流工艺中固定锡球。等离子系统减少有机污染,并允许在助焊系统中典型的电蚀问题的减少5。
无助焊系统的其它优点包括消除在返工之后要求的除湿工艺。借助等离子的干焊法可能成为首选的方法,如果使用的是极为敏感的零件。干焊法的优点也可以通过剪切试验数据来反映。重新处理的元件数据是可比较的,有时好于从新的元件得到的数据。 排列分布或锡球的X、Y坐标位置的整体对中比前面使用夹具的处理方法有所改进。与在扩大的对中孔中增加厌锡桶有关的焊锡释放的改善,也会给锡球的安装带来一个极准确的方法。
锡球安装
锡球安装的一个重要参数是提供一个回流温度曲线,通过将助焊剂活化特性达到最大来得到最高的安装强度,使有害的金属间效应最小。对该工艺一个有用的着手资料是锡球与助焊剂制造商的回流指引。本研究使用的是特别提供专门回流工艺时间与温度的操作指南。图四显示推荐用于63Sn/37Pb和62Sn/36Pb/2Ag锡球的温度曲线,在液化以上的最大55秒钟时间,最高的峰值温度为215°C。所有回流工艺都在一个氮气气氛中进行,氧气浓度范围是30-150ppm。注意这个惰性气氛帮助保证只出现最少量的氧化物污染。
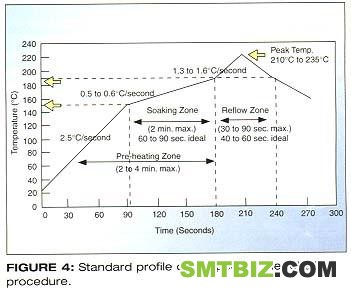
图四、用于植球的标准温度曲线
使用者应该找到一种回流曲线,使以下的焊接特性达到最佳:陷落、安装强度、液化时间、保温时间、升温速率和整体空洞控制。
试验结果
在新元件的可靠性与那些使用重新植球系统的元件之间提供一个表示特征的方法是重要的。结果,需要对焊锡的互连或金属间化合层进行一个彻底的分析。
进行锡球剪切强度试验,在机械的基础上评估焊点。当使用剪切方法来试验BGA或CSP上的锡球时,最终结果应该表明焊锡湿润和附着在整个电路板焊盘上。造成焊锡任何的剪切应该显示失效是在焊锡块中(接触表面粘结破坏cohesive failure),而不是焊盘或两者之间的界面(粘合失效adhesive failure)。理想地,应该留下一些悍锡,覆盖在整个焊盘表面。如果失效发生在金属间和焊盘界面,那么要作进一步的研究。图五和六显示失效发生在焊锡内(cohesive failure),试验是在352 PBGA元件上进行的锡球剪切试验,它支持预想的结果。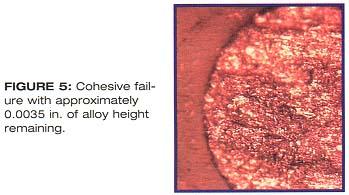
图五、内部粘结失效,留下大约0.035"的合金高度
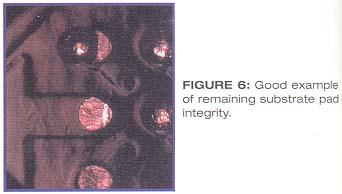
图六、留下完整基板焊盘的图例
62Sn锡球对封装基板的剪切强度试验显示,当使用模板法结合水洗重植球助焊剂时强度是最高的。当不使用助焊剂时剪切试验是最低的。最令人惊奇的结果是在使用各种放置方法、各种助焊剂化学成分和物理特性将63Sn/37Pb共晶锡球安装到封装基板时得到的。这些试验都是以新的、未接触的元件为基线的。
剪切强度结果一般与低粘性的助焊剂时较低。报告的值是从每种助焊剂或放置参数的75个剪切座中建立的。图七所示的分布建立了从回流的63SN锡球所获得的数据结论。剪切强度表明,强化的专门工艺使用的助焊剂和预先决定的工艺控制可以在重植球的元件上改善剪切强度,甚至用与原始的元件。
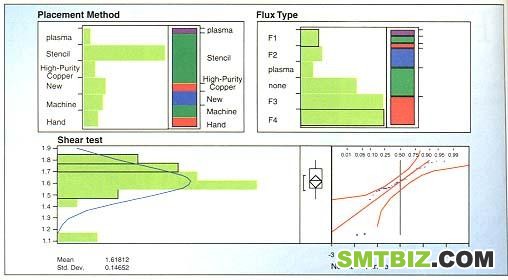
图七、剪切试验的统计分布
当与对新元件的剪切强度比较时,二次回流和增加铅含量或金属间化合物层(IMC, intermetallic compound)的厚度可能不象一般所想象的那么坏。金属间化合物层可能对锡球小得多的直接芯片应用有不止一种影响,IMC会占焊点厚度的较大比例。
可靠性试验
可以用几个试验来评估与新条件零件有关的基线,包括温度试验(-40~125°C)和剪切强度试验。
可靠性试验参数、规格
- 温度从-40~125°C以每天48周期循环
- TD = 15 min, ΔTe = 165°C
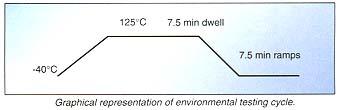
TD等于预期的平均驻留时间,这个是重要的,因为它决定互连中的应力释放。这个应力释放造成焊接点中的释放,决定与在焊点应力释放的最大疲劳损坏有关的循环疲劳损坏数量。
电路板
- FR-4多层树脂玻璃板
- 玻璃态转换温度为180-215°C
- 在“平面方向内的”CTE不匹配,αS = 16.25ppm/°C
- 阻焊层高度 = 0.025mm 和当覆盖迹线时的0.068mm
- HASL大约0.017mm厚度的锡/铅涂层
温度循环试验是在3,521次有80%的封装失效时终止。最初的失效是在1,258次时。
结论
这里考查了四种重整回收BGA锡球的方法。结果显示,如果植球方法使用认真的元件座准备、适当的助焊剂、和适当的锡球选择,那么与其原始条件的元件比较,在返工封装的可靠性或性能方面没有观察到差别。
证明最重要的参数是助焊剂参数。如果得到及其差劣的品质,那么焊锡合金可能是一个问题;可是,影响该工艺性能的外观缺陷可能性是次要的。在锡球选择期间必须处理的主要问题包括体积与对称性公差。放置方法对元件品质的影响很小,如果选择合适的助焊剂,并且准确率可以接受。
本研究也表明,模板方法是一个当使用适当的助焊剂时提供可靠连接的有效方法。虽然剪切强度和寿命分布比原始条件的元件较低,但是数据分析表明两者之间没有统计差别。
当无处理的元件回收时,只有非常低的物理应力出现在硅芯片上。由于这个理由,植球工艺的采用不会给硅芯片的寿命带来任何有害影响。
- References
- MCMS, Inc.
- Winslow Automation (1998). BGA Re-Balling Instruction Manual. San Jose, CA. SolderQuick has been exclusively licensed to Winslow Automation, Inc. by the Raychem Corporation.
- Chingchen, C.S., and Lee, N.C. (1997). Balling for BGA. Proceedings of 1997 NEPCON West, Anahei, CA, 327-335.
- This process is proprietary to MCMS, Inc.
- Casey, W.J. (1998). Reduction of BGA Eutectic Ball Solder Joint Voiding. Proceedings of Surface Mount International. San Jose, CA. 541-548.
William J. Casey, is process R&D engineer, formerly with MCMS, Inc. Nampa, ID: (208) 898-2656.


