1 范围
1.1 本题内容
本标准规定了适用于表面组装元器件和电子电路互连用锡铅膏状焊料(简称焊膏)的分类和命名、要求、试验方法、检验规则和标志、包装、运输及贮存。
1.2 适用范围
本标准适用于表面组装元器件和电子电路互连时软钎焊用的各类锡铅焊膏。
1.3 分类和命名
焊膏的分类和规格表示应按下列规定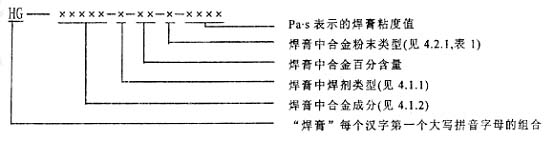
焊膏规格表示示例:如某一焊膏的焊料合金牌号为HLSn5PbAgA、焊剂类型为R、焊膏中合金百分含量为85%(含量)、合金粉末尺寸分布类型为I型、粘度为800Pa·s、则其规格为: HG—HLSn5PbAgA—R—85—1—800
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条件。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1480—1995 金属粉末粒度组成的测定干筛分法
GB/T 2794—1995 胶粘剂粘度的测定
GB 3131—1988 锡铅焊料
GB/T 3375—1994 焊接术语
GB 5231—1985 加工铜化学成分和产品形状
GB 9491—1988 锡焊用液态焊剂(松香基)
GB 10574—1989 锡铅焊料化学分析方法
SJ/T 01668—1995 表面组装技术术语
3 定义
本标准采用下列定义,其它定义按GB 3375和SJ/T 10668的规定。
3.1 干燥drying
在室温或加热来除去焊膏中易挥发成分的过程(不管是否会导致树脂或松香的熔化)。
3.2 稀释剂thinner
带有或不带有活化剂的液态化学制剂或膏状物,将其添加到焊膏中,以调节焊膏的粘度和固体含量。
3.3 桥连bridging
在进行焊膏塌落试验时,印制在承印物上的相邻焊膏图形向发生连接的现象,是焊膏的一种缺陷。
3.4 粘附性tack
焊膏对元器件粘附力的大小及其随焊膏印刷后存放时间变化其粘附力所发生的变化。
3.5 湿润wetting
熔融的焊料在试样铜表面形成均匀、平滑和不断裂的焊料薄层的状态。
4 要求
4.1 材料
4.1.1 焊料类型及检查
焊膏中所用的焊剂类型应符合GB 9491的规定,并按GB 9491检测其性能。焊剂类型应记录在焊膏的试验报告中。
4.1.2 合金成分
焊膏中合金化学成分应符合GB 3131表1的规定,其分析方法应按GB 10574的规定。
4.2 合金粉末的类型、尺寸和形状
4.2.1 合金粉末的类型、尺寸及分布
合金粉末的类型应根据合金粉末质量、尺寸及其分布类型来划分。按5.1和(或)5.2试验时,焊膏中合金粉末类型、质量、尺寸其分布应符合表1的规定。
表1 合金粉末的类型、质量、尺寸及其分布µm
|
合金粉末类型
|
粉末少于0.005%的粉末尺寸*
|
质量少于1%的粉末尺寸
|
质量至少80%的粉末尺寸
|
质量多10%的粉末尺寸
|
|
1
|
>180
|
>150
|
150—75
|
<20
|
|
2
|
>90
|
>75
|
75—45
|
<20
|
|
3
|
>53
|
>45
|
45—25
|
<20
|
|
4
|
>45
|
>38
|
38—20
|
<20
|
|
5
|
>32
|
>25
|
25—15
|
<15
|
|
6
|
>25
|
>15
|
15--5
|
<5
|
|
注:“*”表示此项为可选项目,经供需双方同意,此要求可不作考核。
|
||||
4.2.2合金粉末形状
合金粉末形状应是球形的,但允许长轴与短轴的最大比为1.5的近球形状粉末。如用户与制造厂达成协议,也可为其他形状的合金粉末。
当按5.2试验方法确定合金粉末形状时,若90%以上的合金粉末是球形和长轴与短轴比小于1.5的近球形,则合金粉末形状归类为球形。
4.3 合金粉末百分(质量)含量
按5.3 试验方法进行分析时,焊膏中合金粉末百分(质量)含量应为65%--96%合金粉末百分(质量)含量的实测值与订货单规定值偏差应不大于±1%。
4.4 粘度
应在产品规范中规定焊膏粘度值与产品规范焊膏粘度值的偏差应不大于±10%。
4.5 塌落
除非另有规定,焊膏塌落采用试验方法(即用两种厚度和多种开口尺寸的模版)试验时,其试验结果应符合4.5.1和4.5.2的要求。
4.5.1 用0.20mm厚的模版试验
当采用试验方法5.5.3.2的a)对由0.20mm厚的模版(见图1)印刷的0.60mm×2.00mm的焊膏图形进行试验时,在间距大于和等于0.56mm时,焊膏图形之间不应有桥连现象;当用5.5.3.2的b)进行试验时,在间距大于和等于0.60mm时,焊膏图形之间也不应有桥连现象。
当采用试验5.5.3.2的a)对由0.20mm厚的模版(见图1)印刷的0.30mm×2.00mm的焊膏图形进行试验时,在间距大于和等于0.25mm时,焊膏图形之间不应有桥连现象;当用5.5.3.2的b)进行试验时,在间距大于和等于0.30mm时,焊膏图形之间也不应有桥连现象。
4.5.2 用0.10mm厚的模版试验
当采用试验方法5.5.3.2的a)对由0.10mm厚的模版(见图2)印刷的0.30mm×2.00mm的焊膏图形进行试验时,在间距大于和等于0.25mm时,焊膏图形之间不应有桥连现象;当用5.5.3.2的b)进行试验时,在间距大于和等于0.30mm时,焊膏图形之间也不应有桥连现象。
当采用试验方法5.5.3.2的a)对由0.10mm厚的模版(见图2)印刷的0.30mm×2.00mm焊膏图形进行试验时,在间距大于和等于0.175mm时,焊膏图形之间不应有焊膏桥连现象;当用5.5.3.2的b)进行试验时,在间距大于和等于0.20mm时,焊膏之间也不应有焊膏桥连现象。
4.6 焊料球试验要求
对于采用表1中各型合金粉末制作的焊膏,采用5.6试验方法时,应达到表2中1级或2级的评定标准。
4.7 粘附性
当采用试验方法5.7试验时,焊膏的最小粘附离及其保持时间应符合产品标准规定。
4.8 湿润性
当采用试验方法5.8试验时,焊膏的湿润性应达到表3中1级或2级的评定标准


