无铅装配中粘接性能
采用无铅合金进行波峰焊接机操作有明显变化,包括焊接槽温度上升到260°C左右,合金温度也高于锡铅焊料,无铅焊接波形也发生差异,波接触时间增加用于补偿浸润速度较慢的不足。片状波调整后产生更多的旋转作用,从而对焊料起到更好的浸润作用。上述每个因素对元构件和粘接剂固紧定位都有一定作用。
如果焊接环境侵n严重,估计穿越无铅波时可能出现构件脱焊失落率较高现象是不可避免,但只要注意工艺操作中临界参数的掌握,这种现象就可避免,装配程序也可随之"微调"达到最佳效果。无故障工艺基本原则如下:
粘接剂固化
首先表面贴装粘接剂必须完全固化是十分重要的。固化度对在经受波动环境中对粘接是否成功起到重要作用。装配工以前通常作法只是在焊接剂局部固化后随即作业,用较短时间或较低温度降低工艺耗时,同时也降低构件粘接应力;然而在现在无铅工艺中,要求粘接剂全部固化后作业以保持粘接强度。要求粘接结构连接贯通度较高,以保证高温强度和抗化学侵n能力达到最大化。粘接剂强度随着温度升高而降低,因此残余热强度比室温下原始强度更为重要。粘接剂玻璃隔热越温度是抗热度很好指标之-,温度越高越好。
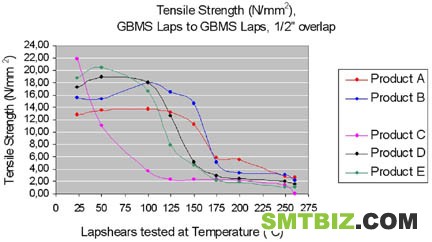
图1- 温度与粘接强度性能曲线图
焊药类型
在无铅工艺中焊药类型选择是表面安装粘接剂可靠性能另一个关键因素。粘接剂如果没有完全固化会受到焊药侵蚀,尤其使用乙二醇类焊药。然而即使水基焊药,我们仍然推荐粘接剂应完全固化后作业,以保证焊接可靠。
焊接合金材料
无铅焊接合金具有较大表面张力,当焊料熔化时在构件上产生较大的拉力作用。如果焊料流放较差能造成较斜波峰线,造成PCB通过时受到阻力较大,构件受到的作用力也因此增大。另外还有个保证粘接固化很好理由。
构件及其安装朝向
从整体来看,片状构件出现一些问题,在一个极端位置SOD80玻璃二极管可靠粘接证实困难,对这类构件的粘接剂沉淀夹持问题应引起注意,以后我们还将介绍。在测试过程也可能出现相反情况,符合波长要求(即波峰同时接触两个终端面)构件似乎比波峰一端接触(波峰相继接触终端面)构件更容易出现接头粘接问题。这就是石碑效应或称Manhattan效应。当然许多装配工不仅面临朝向问题,而且还需在设计阶段考虑这方面性能如何提高问题。
焊点类型和焊点体积
许多装配工在贴装微型MELF元件时(例如SOD80s)使用两个小焊点,以防止贴装时移位偏斜。然而熔化焊料的剪切力测试数据表明,对于这类元件焊接较大的单点粘接焊接好于双点粘接焊接。原因单点粘接面积大于两个小点粘接面积总和。
使用方法
对于粘接剂可靠性问题,单从涂刷和配量之间选择余地不大,最重要的是要有足够体积量形成较大的粘接面积。
表面安装粘接剂无故障工艺的保障措施
只有按照上述基本要求贴装,正确使用表面安装粘接剂确保流程可靠,达到较低元件脱焊率。尤其是使用足够量粘接剂和完全固化这两点十分重要,需要再三强调。在转换无铅工艺时如果还不能完全接受使用,建议在波峰焊接中采用无VOC焊药。
我们讨论了无铅生产变化对表面贴装粘接剂影响时就认为保证无故障工艺实施。受作业环境变化影响还有其它类产品,我们认为从如芯片级封装(CSP)和球栅阵列(BGA),无铅集成电路封装中使用无铅底层填料受益匪浅。在此,将重点阐明所采用材料的类型必须使构件在无铅工艺中尽可能保持受较低应力作用。
芯片级封装趋势和底层填料使用实例
CSP和BGA使用的增长率高于生产增长率。依靠上述封装实现产品性能更好、设计更紧凑、更方便和重量更轻。它广泛运用于移动电话、掌上电话、汽车电子产品、数字音频、数码相机及笔记本电脑等产品。由于电路接线最短,在最小的注脚范围内提供最高密度内部连接,CSP能满足对产品更快更小设计要求,又能保持产品原有可靠坚实耐用,甚至可以较低成本生产。
CSP现场使用整个过程都受到相当大的应力作用。封装材料都具有传热特性和较高热膨胀应力周期系数(CTE)。这可能导致焊接连接破裂或由于机械作用的破裂。例如按键、跌落和弯曲试验。现CSP设计趋势减少设备距离,而这样做使问题可能更为严重。减少连接面积意味焊接接头强度更低;而较焊球直径和更大间距造成热膨胀系数感应程度不一致。这样在高密度封装不断上升同时,也带来无铅合金韧性较差问题,造成潜在产品缺陷率上升。
因此,尽管在CSP原始设计并没有使用底层填料,随着构件设计水平提高随之出现底层填料别样使用。现在CSP工艺评估中使用底层填料已是一种常规作法。无铅工艺设计计算中底层填料甚至是非常有吸引力建议和作法。采用合适规范材料有助于倒装芯片和CSP/微型BGA装配的可靠性提高,把应力分散在芯片或基底表面而不是都集中在焊锡珠上。
低电介质底层填料
低电介质工艺上使用要求替换氧化硅,铜质材料内部连结替代铝质材料,这对底层填料也提出更多的挑战。尽管低电介质安装提供性能优势,然而交替结果产品脆性更大。便产生这样的设想,主板级别安装应力可能影响芯片可靠性,然后对在主板级别蛩⒌牡撞闾盍隙缘棺靶酒封装中裸芯片影响研究表明,目前断定这种说法正确与否似乎太早。如果你相信低电介质CSP封装应使用底层填料,在选用前请向材料供应商联系和咨询。
非流动型底层填料
非流动型底层填料是固化性能达到优化的研发产品,目的是保留构件自我校准功能,并确保在标准型回流周期内底层填料充分固化。这里也存在风险,如果底层填料固化过快阻止构件自我校准,所以在底层填料设计时应为自我校准留出相当长液相时间,并且在周期时间内充分固化,在峰值回流温度或接近条件下。你的材料供应商帮助你选用最适合你的工艺产品。
角填料和边填料
各类生产制造商对角填料和边填料替代传统底层填料工艺使用情况都作过调查。每个工艺和产品出现,总有赞成和反对的。由于CSP有四角或四边封装强制要求,这样底层填料使用的全部工艺时间可大大降低。增加角填料和边填料后,无论是热应力还是机械应力测试表明都有极大提高。然后与底层填料相比,也不能达到较高级别可靠性。尤其在机械测试中得到证实,不是所焊点都得到充分保证。再次重申,你有千千万万产品可选择。你的材料供应商可以帮助你选用最优化方案。
焊剂残渣对底层填料性能影响
对芯片粘接主架无铅表面处理的变化促成对底层填料与这些材料粘接性能的研究。同样对底层填料与回流峰焊中焊剂相互作用必须做出评估,以保证产品可靠性。在这种情况下,引起关注的不是对电子有性能影响的焊剂,而是工艺处理后焊剂残留膜。这些残留物降低了底层填料与焊粒表面、底板或芯片之间的粘接力。前面所讲的封装密度提高也可能造成焊剂残留阻止底层填料在焊点间流动,或在芯片和底板之间流动。在无铅处理温度条件下这些影响更为严重。预防性措施之一,在底层填料配方中加有焊剂清洁剂,在关键粘接部位稀释残留焊剂。
小结
可以清楚看到,包括CSP使用在内的制造中底层填料似乎变得越来越必不可少,并且甚至在无铅工艺转换中对底层填料特性能信赖更增大对其需求量。请向制造商咨询,从而保证你所使用的产品具有抗高温和其它你所要求的性能,这样风险也就降低到最低。


