1 引言
BGA封装技术在高I/O,表面贴装器件方面得到了广泛应用。BGA封装元器件的焊点常常由于热失配、器件装配外力等原因发生剪切破坏。良好的焊点剪切强度是器件高可靠性的重要保障。BGA 焊点剪切强度与焊球材料和焊盘金属有关。传统的铅锡焊料由于含有对人体及环境危害严重的铅,正逐步被无铅焊料所取代[1,2]。Sn-Ag-Cu即是目前常用的一类无铅焊料[2]。因回流焊工艺与材料的差异,无铅BGA焊点与铅锡BGA焊点的剪切强度不同。另一方面,焊点剪切强度与焊盘金属和焊球焊接界面金属间化合物(IMC)的厚度成反比。Ni-P基板上的Ni-P镀层可有效地阻挡Sn的扩散,减小IMC层的厚度,提高焊点剪切强度。IMC的厚度还与器件经历的热过程相关。通过一定温度下不同时效后,对焊点剪切强度的测试,可作为评价焊点可靠性的依据。从微观上看,焊接界面材料微观结构的变化直接影响焊点剪切强度的大小[3,4],结合宏观剪切强度测试结果与材料微观结构变化的研究,对深入理解焊点可靠性有参考价值。
本文改进了焊点剪切实验方法,对Sn-3.5Ag-0.7Cu无铅焊料分别在Cu和Ni-P基板上的剪切强度进行了研究。并讨论了时效对Sn-3.5Ag-0.7Cu/Cu和Sn-3.5Ag-0.7Cu/Ni-P两种焊点剪切强度的影响。结合无铅焊料剪切强度的研究,利用扫描电镜(SEM)对不同基板上焊点断口的微观形貌进行了观察和分析,对焊接界面的微观形貌、结构与剪切强度之间的关系进行了研究。
2 剪切强度测试方法
2.1 两种测试方法
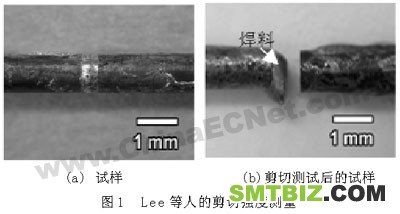
Hwa-Teng Lee[5]通过焊料将两段长15mm铜丝的两端头焊接在一起,通过特制的夹头固定铜丝,对焊点剪切强度进行测试,如图1(a)所示。Lee的方法 [5]中,由于试样的尺寸较小,铜丝对焊的质量对焊点剪切强度有较大的影响,另外,焊点的厚度也是影响剪切强度测试结果的主要因素。图1(b)是测试后焊点的变形照片。焊料的变形将导致测量结果偏离真实值,导致该法测量的剪切强度结果[5] 比本文实验结果以及其他文献[6]报道的数据偏大20~ 60MPa。Akio Hirose等人[6]提出了另外一种焊料剪切强度的测试方法,其试样是用焊料将两段直径分别为3 mm和10 mm的纯铜同轴圆柱焊接起来而得。固定直径大的铜柱,对另一铜柱施加剪切力至焊点断裂,由此得到焊点的剪切强度。由于该法使用样品的尺寸大于前一种方法,易于固定,且最大剪切力增大,降低了对力学传感器的精度要求,但焊料厚度仍是影响剪切强度测试精度的重要因素。数据方差变化为5~10MPa[6]。
|
|
2.2 本文的测试方法及样品制备
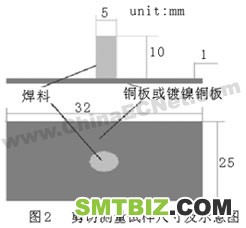
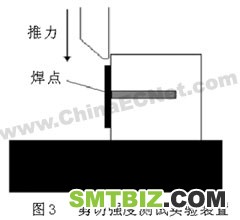
通过对以上两种剪切强度测试方法的比较,本文提出直接对焊料柱体进行焊点剪切强度测试的方法。测试样品及实验装置(图2,图3)可有效减小焊柱焊接端的变形,使焊点剪切强度的测量结果更为准确。样品尺寸的选择吸取了文献[6]的经验,对样品尺寸适当放大,使之有较大的焊接面积和较大的最大剪切力,以降低测试误差对测量结果的影响。图4是经剪切测试的样品,焊柱焊接端附近无明显的变形。实验证明,经该法得到的测量数据结果可靠,且数据收敛性好,方差仅有1.5~ 5MPa。
 |
 |
 |
实验中采用的焊料合金是将高纯度的各焊料组分,按照既定的配比在高真空和高温条件下共融而成的。本实验中使用的铜基板为纯铜板以及在其表面化学镀而得的Ni-P基板,Ni-P层厚度为2μm。样品的制备过程中,通过将焊料溶化并浇铸于模具中,使之以圆柱形焊接于基板表面。随后,在150℃下对样品分别进行145,300,500和1000h的热时效。最后,用CMT6104拉力机测量焊点的剪切强度,每种条件下测量五个样品,以平均值作为测试结果。为考察界面处的IMC及断裂处的微观结构对焊点可靠性的影响,从已测样品中选取一部分,通过SEM对样品断口的微观结构进行观察,并用EDX确定了IMC的主要成分。
3 结果与讨论
3.1 剪切强度测试结果
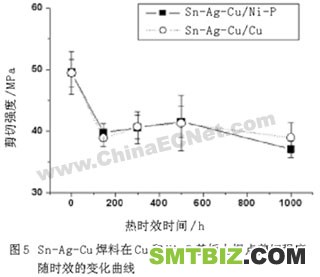
图5是Sn-Ag-Cu焊料在Cu和Ni-P基板上的焊点剪切强度随时效时间而变化的曲线。在前145h的老化过程中,剪切强度下降很快,而时效300和 500h后,焊点剪切强度有小幅度的提升,之后,焊点剪切强度缓慢降至最低值。Ni-P基板上的焊点经过1000h热时效后剪切强度比Cu板上的焊点下降更大。其原因与经长时间热时效后焊料在Ni-P基板和Cu基板上剪切断裂的位置差异有关。
 |
3.2 焊点断口结构的微区观察
3.2.1 Sn-Ag-Cu/Cu焊点的研究
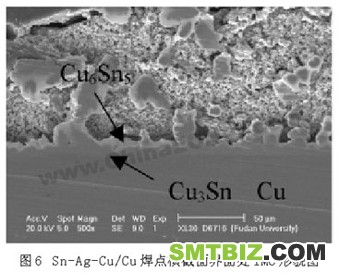
图6显示了Sn-Ag-Cu焊料在Cu基板上的典型微结构,可看出界面处的IMC分为两层。经EDX分析,靠近Cu基底一层焊料为Cu3 Sn,厚度较薄,但随热时效会有明显的增长。紧密地覆盖于Cu 3Sn上的一层为Cu6Sn5,其表面形貌突兀不平,晶粒多呈不规则半球形,也有些文献描述其为扇贝形,厚度较大,随热时效增长较缓。
 |
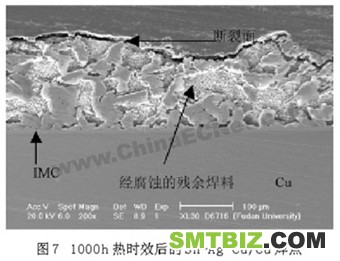
焊点剪切实验中,由多个测试样品断裂位置的统计看,Sn-Ag-Cu/Cu焊点经热时效后,焊点的断裂大部分发生在焊料中。图7为1000h热时效后的Sn-Ag-Cu/Cu焊点经剪切后的横截面SEM照片,图中IMC层之上有较厚的一层焊料残余。由于Sn- Ag-Cu焊料的不均匀性,裂纹在焊料中崎岖不平。
 |
3.2.2 Sn-Ag-Cu/Ni焊点的研究
Sn-Ag-Cu焊料通常在与Ni-P基板的界面处都会形成Ni3Sn4两相或(Ni1- x,Cux)6Sn 5以及(Ni1-x,Cux )3Sn4三相金属化合物。由相图分析可知 [7],在焊接完成时生成于界面的IMC为(Ni1- x,Cux)6 Sn5,其晶体结构与Cu6Sn 5相似[8]。 (Ni1-x,Cux) 3 Sn4形成较晚,只有当界面区域的焊料中Cu在热时效过程中被(Ni 1-x,Cux)6 Sn5所消耗,使其含量低于0.6%时候在界面处才会有(Ni 1-x,Cux)3 Sn4生成。本实验中,绝大部分样品都经过了热时效,故在焊接界面处的IMC为 (Ni1-x,Cux) 3Sn4。
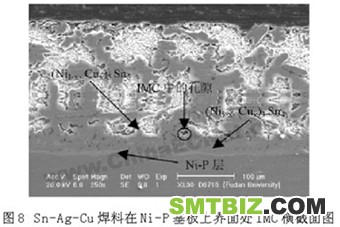 |
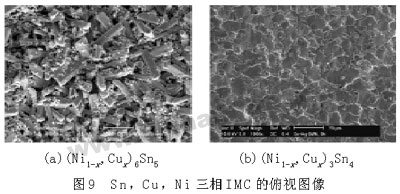
图9为Sn,Cu和Ni三相IMC的俯视图像,经腐蚀,位于IMC上层的(Ni1-x,Cu x)6Sn5先裸露出来(图9(a))。该IMC化合物与前文所述的Sn和Cu 的IMC相比,其形貌不像Sn和Cu的IMC那样致密。此外,其晶粒形状也并非扇贝形,而是较短的多边棱柱或棱锥,并且表面突兀不平,各晶粒之间存在一定的间隙,表明由(Ni 1-x, Cux)6Sn5组成的 IMC排列并不紧密。图9(b)是(Ni1-x ,Cux)3 Sn4 IMC的俯视图像。由图中可见,(Ni1-x ,Cux)3Sn4晶粒的外观形貌为多面体,该层IMC紧贴焊接界面生长,其表面较为平整,各晶粒之间排列紧密,没有明显的间隙存在。
 |
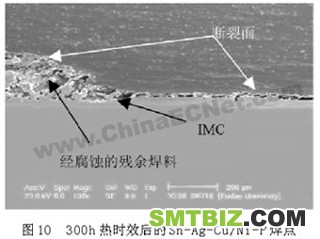
与Cu基板上的焊点相比,Ni基板上焊点的剪切断裂面更多地在IMC层中。原因是Ni基板焊点界面处上层的(Ni 1-x,Cux)6 Sn5IMC疏松和杂乱的排列使裂纹更易于产生。图10是Sn-Ag-Cu /NiP焊点在热时效300h后发生在IMC层中的断裂面剖面图。可看到有较厚的IMC层和部分焊料残余,断裂面较为平整。由多个实验样品分析并结合IMC厚度的数据可知,当IMC的厚度小于6μm时,Sn-Ag-Cu/NiP焊点的剪切断裂多发生于焊料中;当IMC的厚度大于6μm时,Sn-Ag-Cu/NiP焊点的剪切断裂则多发生在IMC与焊料的界面处。
 |
4 结论
本文改进了焊料剪切强度的测试方法,并由该方法测量了不同时效后的Sn-Ag-Cu无铅焊料在Cu和Ni-P基板上焊点的剪切强度,利用SEM研究了断裂面微观结构,得出以下结论:
①本文采用的焊料剪切强度测试方法可降低测试误差,装置简单,易于操作;
②剪切强度测试结果表明,Sn-3.5Ag-0.7Cu/ Cu和Sn-3.5Ag-0.7Cu/Ni-P两种焊点经热时效后,剪切强度在前145h都有明显降低,随后趋于稳定;
③对焊点断口结构微结构的研究显示,Sn-Ag- Cu焊料在Cu基板界面处形成的IMC为Cu6Sn 5和Cu3Sn,在Ni-P基板界面处形成的金属间化合物为 (Ni1-x,Cux) 6Sn5和(Ni1-x,Cu x)3Sn4;
④实验结果分析显示,对于Sn-Ag-Cu/NiP焊点,当焊接界面处IMC厚度小于6μm时,该焊点的剪切断裂多发生于焊料中;当IMC的厚度大于 6μm时,该焊点的剪切断裂则多发生在IMC与焊料的界面处


