适合免洗锡膏(Sn63-Pb37)
Profile是回流囟惹o它是指PCB的表面Mb器件上囟入Srg化的曲。回流焊曲D划分轭A^oa^o熔a^o冷s^四^。回流焊的全部制程rgs4-5分。A^sPCB和元件M行A加岍o溶┏醪]l。a^s去除PCB表面氧化萤o⒅焊氐]l。熔a^sa球融化o浸_始o囟冗_到最高c。冷s^sa膏凝固o形成焊co完成焊接^程。无铅焊料与有铅焊料焊接温度的比较,焊料合金熔点焊接温度,Sn63Pb37183℃240-250℃,Sn96.5Ag3.0Cu0.5217℃250-260℃。
Profile是回流囟惹o它是指PCB的表面Mb器件上囟入Srg化的曲。回流焊曲D划分轭A^oa^o熔a^o冷s^四^。回流焊的全部制程rgs4-5分。A^sPCB和元件M行A加岍o溶┏醪]l。a^s去除PCB表面氧化萤o⒅焊氐]l。熔a^sa球融化o浸_始o囟冗_到最高c。冷s^sa膏凝固o形成焊co完成焊接^程。无铅焊料与有铅焊料焊接温度的比较,焊料合金熔点焊接温度,Sn63Pb37183℃240-250℃,Sn96.5Ag3.0Cu0.5217℃250-260℃。
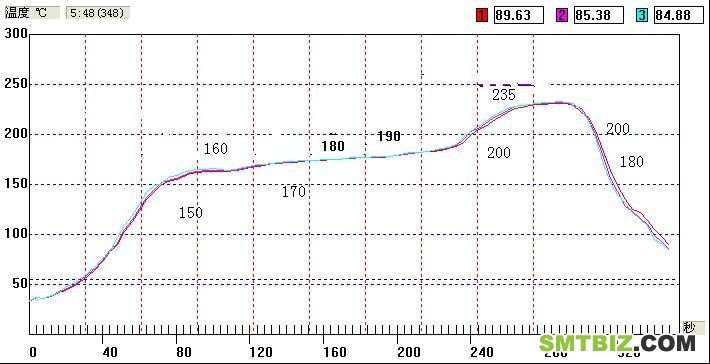
(1)A^通常是指由室厣刂160℃左右的^域o在@^域oPCB平升丞o在A^o焊膏中的部分溶┠蚣r]lo元器件特e是IC器件升丞o以m以后的高亍5PCB表面由于元器件大小不一o其囟扔胁痪颥F象o在A^升氐乃俣韧ǔ?刂圃3℃/sec以下。若升靥快o由于力的作用oе绿沾呻容的微裂yoPCB形oIC芯片p末o同ra膏中溶]l太快oе嘛w珠的l生。
(2)a^又Q活性^o在a^囟韧ǔ>S持在160℃±10的^域o此ra膏于融化前夕o焊膏中的]l物M一步被去除o活化╅_始激活o并有效的去除焊接表面的氧化物oPCB表面囟仁犸Lα鞯挠绊o大小不同o|地不同的元器件囟饶鼙3志颟o板面囟炔睢T接近最小值。o曲形B接近水平瞟o它也是u估回流t工的一窗口ox衲芫S持平坦活性囟惹的t子⑻岣吆附拥男Чo特e是防止立碑缺陷的a生。通常a^在t子的2o3^之goS持rgs60~~120so若rg^L也е洛a膏氧化}o以致焊接后w珠增多。
(3)回流^囟茸罡擤o通常叫做液态以上时间(TAL, time above liquidous)。此r焊料中的ac焊P上的~或金由于U散作用而形成金匍g的化合物o以a~合金槔oa膏融化后o并迅速胥~萤oa原子c~原子在其界面上互相B透初期Sn-Cu合金的YCu6Sn5o其厚度1-3μ, 回流区时炉子内的关键阶段,因为装配上的温度梯度必须最小,TAL必须保持在锡膏制造商所规定的参数之内。产品的峰值温度也是在这个阶段达到的 - 装配达到炉内的最高温度。必须小心的是,不要超过板上任何温度敏感组件的最高温度和加热速率。在回流区之后,产品冷却,固化焊点,将装配为后面的工序准备。控制冷却速度也是关键的,冷却太快可能损坏装配,冷却太慢将增加TAL,可能造成脆弱的焊点。
(4)冷s^焊c迅速降丞o焊料凝固。焊c迅速冷s可使焊料晶格化oY合度提高o焊c光亮o表面Bm呈月面瞟o通常冷s的方法是在回流t出口加L扇o行冷s。F在我司使用的回流ttO有冷s^o并采用水冷和L冷。理想的冷s曲和升厍呈R面ΨQ分布。
注:因PCB的大小,厚度,材质,板上元件的分布密度和元件大小,同一台回流焊温度设置测出的炉温曲线也不一样。所以需根据PCB板的不同来调整炉温的设置。