引言
从有铅焊料变为无铅焊料要求SMT工艺工程师为回流 炉开发新的操作方法。虽然锡膏制造商已经开发出参考曲 线,但工程师仍要对回流炉参数做一些调整,以正确地进 行控制设定。此外,无铅焊料的液相线温度抬高了峰值温 度,并接近了元器件的耐温极限,所以精确的操作方法和 精密的工艺控制非常重要。
正常情况下,回流炉在设定曲线时有两个参数需要调 整;一个是各个温区的温度,另一个是带速。某些回流炉 制造商增加了高中低风扇速度,作为附加的参数,有的制 造商一直采用闭环静压控制,以便最有效地控制曲线。 考虑到这三个可能的调整参数,我们决定研究一下在 带速、静态风压和温区温度变化时,装上元件的100g和 230g表面贴装电路板的峰值温度、TAL和均温性会发生什么样的变化。
试验部分
基准方法
我们在试验中使用一 台BTU Pyramax 98N 回流 炉,其配备边缘导轨、细 目网带和闭环静压控制。 带速定为28 IPM、静态风 压为1.0 IWC时生成无铅升 温到峰值曲线的方法作为 基准方法,参见表1。

变量和测量
我们的方案是单独改变每个参数(高和低),然后记录其对每块电路板的TAL、峰值温度和均匀性的影响。然后我们使用高低设置的所有变量进行另一轮测试,以考察综合效果。
我们为每个变量确定了高低范围,如表2所示;使用的 是Slim KIC II温度曲线系统进行数据采集。
结果和讨论
电路板重量
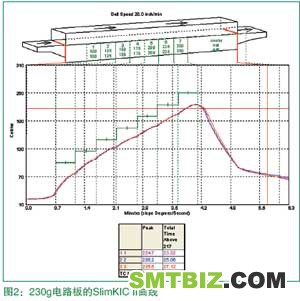
我们在28IPM、1.0 IWC和250℃第7温区加热到 250℃的基准工作参数下,在Pyramax 98N回流炉中对 100g和230g电路板进行焊接。图1是100g电路板的曲线结 果,图2是230g电路板的曲线结果。表3列出了电路板的峰 值温度和TAL数据。由于重量和电路板设计因素,这两块电路板的峰值温度相差5℃,TAL相差8秒。

带速
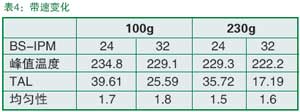
我们在基准设置的静态风压和温度设定上,把带速改 成24 IPM和32 IPM。表4记录了每块电路板的峰值温度、 TAL和均匀性数据。带速提高时,峰值温度和TAL会下降,达到峰值温度时的温度均匀性会略微下降。
温区
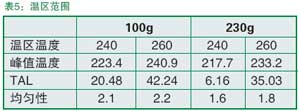
我们把回流炉复位到基准参数,把温区6和温区7的温 度分别提高和降低10℃。表5是得到的数据。峰值温度和TAL会随着温区温度的提高而升高,而均匀性则下降。
静态风压
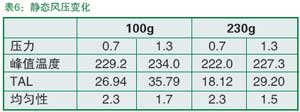
我们把回流炉复位到基准参数,然后把压力从0 . 7 IWC变成1.3 IWC。(表6) 静态风压提高会使峰值温度提高大 约5℃,使TAL延长大约10秒。在静态风压较高时,峰值温度下的板子的温度均匀性明显好很多。
高低温参数组合试验
然后我们使用所有高温参数组合(低带速、高温温度 设定和高静态风压)和低温参数组合(高带速、低温温度设定和低静态风压),结果如表7所示。

在峰值温度相差30℃、TAL相差接近50秒时,所有曲 线特点都出现明显变化。均匀性在高回流炉参数时明显要 好得多。重量大电路板,在所有设置设为低时,峰值温度没有达到液相线温度。
总结
当前的高性能回流炉有三个需要调整参数,允许工程 师开发生成回流焊曲线的方法,因为在电路板重量或设计 明显不同时,适用于一种电路板的方法不一定会适用于另 一种电路板。
在对三个回流炉参数进行调整时,温度设定对峰值温 度和TAL的影响最大。改变带速也影响着峰值温度和TAL, 但程度较低;而静态风压不仅影响着峰值温度和TAL,而且 对峰值温度的板上温度均匀性影响最大。
建议
由于无铅焊接的出现及更严格的工艺要求,在开发方 法时必需对全部三个参数(温区设定、带速和静态风压)进行调整,才能得到优良的温度曲线。
作者简介:
Fred Dimock是BTU International公司的高级工艺工程师,在波士顿温特沃斯获得机械设计毕业证书,从阿尔弗雷德纽约州立大学陶瓷工程专业获得学士学位(SUNY)。他在热处理方面拥有丰富的经验,先后在康宁、通用电气、Sylvania和BTU International担任各种职务,发表过多篇无铅应用方面的论文,帮助多家客户进行了工艺的改进和优化。Fred的email:fdimock@btu.com。


