无铅焊接:开发一个稳健的制程
By Gerjan Diepstraten
本文将研究确定什么参数对无铅焊接有最大和最小影响的方法。目的是要建立一个质量和可重复性受控的无铅制程 ... 。
开发一套稳健的方法
检验一个焊接制程是否稳健,就是要看其对于各种输入仍维持一个稳定输出 ( 合格率 ) 的能力。输入的变化是由“噪音”因素所造成的。甚至在印刷电路板 (PCB) 进入回流炉之前,一些因素将在一个表面贴装装配内变化。
首先,在制程中使用的材料中存在变化。这些变化存在于锡膏特性如成分、润滑剂、粉末和氧化物;板的材料,考虑到不同的供货商和不同的存储特性;和组件。其次,变化可能发生在表面贴装制程的第一部分:锡膏印刷与塌落和组件贴装。第三,噪音因素可来自制造区域的室内条件 - 温度与湿度。这些输入变量要求最佳的加热曲线,它必须对所有变量都敏感性最小,和一个量化制程能力的方法。
回流曲线
就回流焊接而言,无铅合金的使用直接影响过程温度,因此影响到加热曲线。提高熔化温度缩小了制程窗口,因为液相线以上的时间和允许的最高温度 250 ° C( 为了防止组件损坏和板的脱层 ) 没有改变。
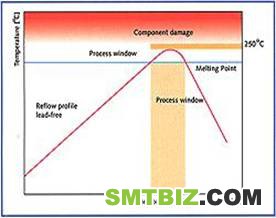
三角形 ( 升温到形成峰值 ) 曲线
我们可以区分那些关键的和接近回流焊接现实极限的制程和那些较不关键的制程。对于 PCB 相对容易加热和组件与板材料有彼此接近温度的制程,可以使用三角形温度曲线 ( 图一 ) 。三角形温度曲线建议用于诸如计算机主板这样的产品,它在装配上的温度差别小 ( 小的Δ T) 。
三角形温度曲线有一些优点。例如,如果锡膏针对无铅三角形温度曲线适当配方,将得到更光亮的焊点和改善的可焊性。可是,助焊剂激化时间和温度必须符合无铅温度曲线的较高温度。三角形曲线的升温速度是整个控制的,在该制程中保持或多或少是相同的。其结果是焊接期间 PCB 材料内的应力较小。与传统的升温 - 保温 - 峰值曲线比较,能量成本也较低。
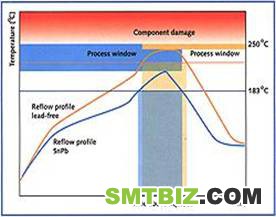
升温 - 保温 - 峰值温度曲线
较小的组件比较大的组件和散热片上升温度快。因此,为了满足所有组件的液相线以上时间的要求,对这些制程宁可使用升温 - 保温 - 峰值温度曲线 ( 图二 ) 。保温的目的是要减小Δ T 。
在升温 - 保温 - 峰值温度曲线的几个区域,如果不适当控制,可能造成材料中太大的应力。首先,预热速度应该限制到 4 ° C/ 秒,或更少,取决于规格。锡膏中的助焊剂元素应该针对这个曲线配方,因为太高的保温温度可损坏锡膏的性能;在氧化特别严重的峰值区必须保留足够的活性剂。第二个温度上升斜率出现在峰值区的入口,典型的极限为 3 ° C/ 秒。
温度曲线的第三个部分是冷却区,应该特别注意减小应力。例如,一个陶瓷片状电容的最大冷却速度为 -2~-4 ° C/ 秒。因此,要求一个受控的冷却过程,因为特殊材料的可靠性和焊接点的结构也受到影响。
对于任何一个制程,最佳的温度曲线可以通过一个 Taguchi 试验来确定。在试验中使用噪音因素将帮助确定哪一种曲线对变量敏感性最小,更加稳定。
评估制程
统计程控 (SPC, statistical process control) 用来将制程稳定和保持在控制之中。在焊接中, SPC 用来减少可变性和提供制程能力。典型地, X-Y 坐标图 (x-bar-range chart) 和性能分析是用于这个目的的。 X-Y 坐标图是对测量变量进行统计计算的图形表示,这里每个分组的平均值与幅度 ( 最大 - 最小 ) 用来监测平均值或者范围的变化;该幅度用作变量的度量。统计上大的改变可能表示制程漂移、趋势、循环模式或由于特殊原因造成的失控情况。
当焊接制程的最具影响的参数 ( 如 Taguchi 试验所定义的 ) 受到统计程控 (SPC) ,制程的稳定性和性能的改进可以容易达到。例如,在一台焊接设备中,硬件和软件设计用来保持重要的参数在设定点的规定范围内。可是,即使当一个参数在起偏差极限之内时 ( 没有报警发生 ) ,它可能已经在统计上失控,或者显示一个由于历史数据而意想不到的状态。
只购买硬件和软件不一定会得到成功的 SPC 。一个关键的考虑是可变性的减少,在特殊原因变量和普通原因变量之间有一个区别。控制图用来消除特殊原因变量,即任何可能与可归属原因有联系的变量。性能图用来减少普通原因变量,即任何制程固有的和只能通过制程变化减少的变量。
在一个回流焊接制程中, SPC 的典型参数包括传送带速度、气体或加热器温度、液相线以上的时间和最高的峰值温度。在一台波峰焊接机器中,典型的参数包括传送带速度、接触时间、预热温度 (PCB 或加热器 ) 和作用于 PCB 上的助焊剂数量。
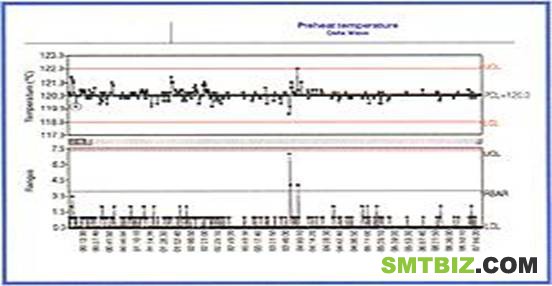
图三、描述预热温度的 x-bar-range 图
一个 X-Y 坐标图的例子显示在一个波峰焊接制程中的预热区的热空气温度 ( 图三 ) 。在一整天中,取样读数每 10 秒一次并分成分组,每组五个样品。平均值与幅度在图三中显示。平均温度为 120.0 ° C ,设定点也为 120 ° C 。该数据来自于安装在预热模块中的热电偶。记录了来自制程、设定和测量值的所有机器数据。管理信息文件可以导入 SPC 软件,它将产生象图三的 X-Y 坐标图和性能分析图。
我们接受 120 ° C ± 2 ° C 的预热温度 ( 热风 ) ,因为我们知道,只要测量的温度在这个极限之内,板的温度将不会波动和保持在助焊剂规格内。该数据,与上控制极限 (UCL=122 ° C) 和下控制极限 (LCL=118 ° C) 将返回一个制程性能 (Cp, process capability) 值:这里 Cp = 制程能力, S = 标准偏差。
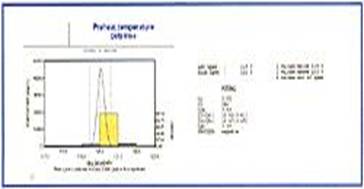
图四、样品制程能力 (Cp) 图
在图四中的 Cp 图显示,对于预热温度,制程是有能力的。我们发现 Cp=3.55 ;一个稳定的制程要求大于 1.66 的 Cp 值。
稳定性
一旦我们用无铅焊锡运行第一批产品,我们需要量化制程的稳定性。这些响应因素可以在产品上测量,就象计数缺陷或从机器设定收集的数据。例如,一块板的温度可以用安装在 PCB 上的热电偶测量,或者热风的温度可以在机器内测量,这个温度与 PCB 上的温度是相关的。
另一种测量稳定性的方法是用专门的校正工具,该工具将仪表骑在传送带上通过炉子。使用这些工具的优点是它们非常稳定,一次运行可以测量几个不同的参数。在多数生产线中,操作员有自己的测试板,热电偶已安装在上面。将板在炉 ( 或者波峰焊机 ) 中运行将很快损坏测试板因为无铅焊接的温度高。板会开始出现脱层和翘曲,热电偶可能从表面脱落。
影响质量最多的参数从我们对锡 - 铅制程的认识和 Taguchi 试验的结果已经知道了。我们开始计数和收集这些参数的资料。在 SPC 已经证明一个参数在较长时间内受控 (Cp > 1.66) 的之后,测量的间隔可以减少。使用 SPC ,我们只集中在一些最重要的参数上。 Pareto 图也将帮助定义这些要测量的参数,以保持制程稳定。
X-Y 坐标图显示制程的漂移、趋势、循环模式或由于特殊原因的失控条件。在一些情况中,在失控条件实际发生之前可以采取预防性措施。
排气与温度条件
整个制程已经随着无铅合金的引入而改变。在机器的所有模块中温度已经升高了。对于回流焊接,得到的是更高的温区和峰值温度。对于冷却区,要求比正常更有效的冷却方法,因为峰值温度更高了。炉子要设计满足这些更高的温度,但是,在实施的这个阶段,机器温度应该验证。
无铅锡膏具有和传统锡 - 铅配方不同的化学成分。因此,我们不得不处理其它的以不同和更高温度蒸发的残留物。热比重分析可以帮助定义在哪里和以什么温度材料可以蒸发。需要一个充分的助焊剂管理系统来控制所有残留物的清除。另外,在把该制程实施到生产环境之前,排气与排气设定应该验证。
评估可靠性
应该进行可靠性试验来预测产品的寿命周期和与锡 - 铅制程的标准比较数据。剪切、拉力和温度循环试验得到有关无铅焊接点强度的更多结论。截面图将显示金属间化合层与增长的厚度,这也是与可靠性有关的。
制程发放用以实施
现在我们已经到达实施阶段的下一个里程碑。一旦所有条件都已满足,我们可以得到如下结果:
- 制程是稳定的和可重复的
- 机器情况是受控的
- 焊接点质量和可靠性是在规格之内的
- 成本还是可以接受的。
因此,该制程可以发放用于实施。到目前为止,试验已经在独立的机器、或实验室或演示室的机器、或在停机其间的生产线机器上进行。下一个步骤是将该技术转移到生产线。可是,在开始生产之前,许多工作还要去做。这些工作包括:工程时间计划表、质量问题、失控行动计划 (OCAP) 、和操作员培训。
工程时间计划表
为所有实施行动创建一个时间表。这个时间表将结合考虑采购材料和必要的机器配件、组织人员和材料以作调整、写出规程和 OCAP 、以及培训操作员和工程师。
质量问题
( 波峰焊接 ) 锡锅中的焊锡在较长期生产之后会污染。试着建立合金最大允许污染的规格。客户规格或来自研究机构的指引可帮助定义在你的制程中最大允许的合金元素百分比。在一些无铅制程中,这些限制在 20,000 块板之后就超出了,这样一来就要换锡了,造成成本很高。
失控行动计划 (OCAP)
由于特殊原因变量干扰的一个制程将在 X-Y 坐标图上显现出来。多数操作员都训练有素,很快看出这种不稳定。当操作员控制制程的稳定性时,快速反馈是可能的。迅速反馈对尽可能减小对产品的影响是必须的。为了保持制程稳定,需要采取以下步骤:
- 定期测量参数
- 在每次测量后验证制程是否还是稳定的
- 如果制程是稳定的,则可继续无须行动;如果不是,则按照 OCAP 确定不稳定的原因。
操作员培训
生产线操作员应该为新的制程作准备。他们的培训应该包括对新机器选项的工作指示、不同的参数设定 ( 来自 Taguchi 试验的经验 ) 、焊接点形状的改变、色泽与其它质量问题。操作员应该培训怎样使用 SPC 图表和怎样处理 OCAP 。
结论
有了 Taguchi 实验的分析与数据,我们能够设计一个稳定的、无铅焊接制程。在产品的第一批焊接之后,如果产品质量可以接受,制程稳定的话,可以将该制程发放用于实施。


