无铅焊接:如何确定工艺
By Gerjan Diepstraten
本文将研究确定什么参数对无铅焊接有最大和最小影响的方法。目的是要建立一个质量和可重复性受控的无铅工艺 ... 。
开发一套有效的方法
既然生产线中的无铅焊接即将来临,那么我们应该开发出一套有效的方法,来决定正确的工艺设定。无铅焊接不仅仅是以另一种合金来取代一种合金,不存在“插入式”的取代。一种新材料的引入影响着整个工艺,因此,所有机器设定都必须再检查。
在回流焊接中,目标是要满足或再现锡膏的正确设定,保持在组件和电路板材料的规格之内。我们面临的挑战是使用现在生产中使用的机器并保持现有的产量,来达到这个目标。
为了实现这个目标,机器应该具有良好的热传导特性和均匀性 ( 板上的温度差别小 ) 。大多数今天的热风 / 氮气对流炉能够焊接无铅合金。可是,红外灯的炉子将很可能需要取代,因为板上的加热均匀性能差和温度差别大。
对于波峰焊接工艺,转变到无铅也将影响大多数机器参数。对于这个工艺,目标是在与无挥发性有机化合物 (VOC, volatile organic compound) 的水基助焊剂的结合中实施无铅合金 ( 消除卤化阻燃剂 ) ,而不减低生产率或产量。
我们必须设计一个适当的试验来决定是否计划中的生产设备可以接纳转换到无铅焊接的目标。 DOE(Design of experiment, 试验设计方法 ) ,特别是 Taguchi 方法,提供一个调查设备能力的有效方法。通过学习和使用该技术,可以大大减少试验研究所要求的时间。
设计一个有效的试验
Taguchi 试验优化产品 / 设备的设计,以最经济的方式使得性能对变量的不同原因敏感性最小,而不实际上消除这些原因。包括了研究开发、制造和运作的成本。 Taguchi 试验是基于正态数组,它减少试验运行的次数。
一个 Taguchi 试验的设计是非常重要的,因为结果的质量取决于一个适当的准备。这个准备要求仔细的计划、审慎的试验布局和输出数据的专家分析。试验以一个集思广益的会议开始,邀请来自不同部门 ( 设计、运作、质量和制造 ) 的雇员参加。所有个人都应该对焊接有第一手数据。每个成员在所有必须由这个小组所作的选择中都有一个投票权。因此,小组成员数量应该是奇数。
小组的工作是列出问题。目标是要通过确定设计因素的最佳结合,以尽可能最高的质量和可能获得的最好性能实现无铅焊接。
第一步是要列出控制因素,或者那些将对焊接质量有主要影响的参数,或者可以控制的输入。对于波峰焊接,控制因素的例子包括助焊剂数量、预热设定、传送带速度和焊锡温度。在回流焊接中,控制因素可能包括氮气的使用、传送带速度和保温与峰值区的温度设定。助焊剂类型和板的表面涂层是受控的输入因素的例子。
如果在这些因素的有些之间出现相互影响,那么它们也应该列出。每个小组成员分别按照其对于影响输出质量的重要性的次序排列这些因素。
噪音因素是那些影响变化、但又或者不可能控制或者控制成本太高的工艺或产品因素。例子有板的质量、空气温度和湿度。当必须量化一个设计的稳定性时,这些因素可以集中到一个试验中,以一个所谓的外部数组。
现在,必须选择试验的方式。 Taguchi 方法使用正交数组,这些是可以用同时变化的因素填充的严格定义的矩阵。每个因素的每个级别按照每个因素级别的每个级别测试相同的次数。正交数组和将选作试验的重复次数取决于成本、时间和现有的材料。有许多矩阵可用;例如, L4(2 3 ) ,它代表 4( 次运行 ) 、 2( 个级别 ) 和 3( 个因素 ) ; L8(2 7 ) 、 L9(3 4 ) 、 L12(2 11 ) 和几个 L18 变数。
现在选择运行次数 ( 有正交数组决定 ) 和重复次数,变化因素的级别也必须定义。小组在这一步应该大胆一点,因为在这类试验中的主要目的是要看到变化。如果质量差别没有看到,那么该小组还不够大胆,或者甚至更差,所选择的控制因素不能影响质量。
质量特征和方法
输出特征 ( 反应数据 ) 允许试验运行的结果被量化。这些特征将表示是否该产品按照质量规格焊接的,或者是否焊点质量差。对来自该工艺的焊接缺陷的 Pareto 分析可以提供在输出特征选择中的良好输入。可是,应该清楚,无铅焊接将有一些特殊的质量问题,如焊角升起、空洞和锡球。因为无铅焊接温度比锡 / 铅更接近于熔点,孔的填充和可靠性也必须量化。 [pagebraek]
无铅焊接试验
做一个实际的试验来显示 Taguchi 分析法可以怎样应用。对于这个试验,小组决定在一个基本的波峰焊接机上做这个焊接,使用一个 L8 数组,重复三次运行 ( 图一 ) 。在外部数组中,测试了两种助焊剂。这个试验结果总共 48 次运行:八次对 L8 运行,三次重复和两次对外部数组 ( 表一 ) 。
|
表一、试验方案 |
||||
|
L8 正交矩阵 |
||||
|
因素 |
单位 |
级别 1 |
级别 2 |
|
|
A |
锡锅温度 |
°C |
255 |
265 |
|
B |
氮气 |
- |
开 |
关 |
|
C |
接触时间 |
秒 |
2.3 |
4.3 |
|
D |
Smart 波 |
- |
开 |
关 |
|
E |
预热温度 |
°C |
最小 |
最大 |
|
F |
助焊剂数量 |
- |
低 |
高 |
|
G |
板面涂层 |
- |
OSP |
NiAu |
选择锡 / 银 / 铜 (SnAgCu) 合金来焊接。使用了两种无 VOC 的水基助焊剂,预热温度由助焊剂规格决定。波峰焊机装备有一个主波和一个 "Smart" 波。 Smart 波有一根六角形轴在波中转动,因此产生波上的紊流。其结果是较高的焊锡垂直力,提供更好的通孔渗透。
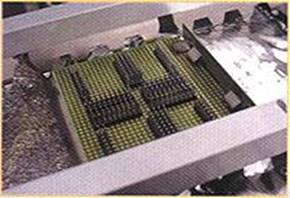
图一、在波峰焊机内的测试 PCB
使用了 1.6mm 的 FR-4 板。总共,装配了 14 个插针连接器 (280 个插针,等于 280 个潜在的锡桥 ) 。 [pagebraek]
输出特性
在这个试验中,研究了通孔渗透和插针之间的桥接问题。因为使用无铅合金的通孔填锡更加困难 ( 图二 ) ,应该将那些可以帮助焊锡流动到通孔顶部的变量进行量化。可能帮助这个响应因子的变量是接触时间、氮气、助焊剂、板面涂层和焊锡温度。焊锡温度限制到 265 ° C ,以防止板的弯曲。
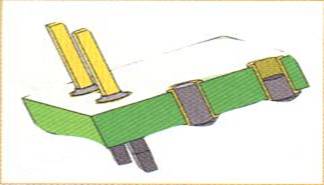
图二、部分充满的通孔例子
较早的试验显示,在桥接、助焊剂和预热设定之间的关系中,预热起主要的作用。太高的预热设定可能使助焊剂活性剂不稳定,因而造成在波峰出口处缺乏助焊剂,使得氧化物产生桥接。为了避免这种情况,不能超过如助焊剂供货商所规定的板顶面最高温度。
分析资料
在表二中列出了填充差的通孔数量。使用助焊剂 A 的第七次运行得出最好的结果, 4,000 多个通孔中只有四个对 SnAgCu 焊锡的填充效果差。
|
表二、通孔渗透结果 |
|||||||||||||
|
因素 |
外部矩阵 |
||||||||||||
|
运行 |
A |
B |
C |
D |
E |
F |
G |
助焊剂 A |
助焊剂 B |
||||
|
锡锅温度 |
氮气 |
接触时间 |
Smart 波 |
预热温度 |
助焊剂数量 |
板面涂层 |
A |
B |
C |
A |
B |
C |
|
|
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
26 |
23 |
2 |
0 |
22 |
71 |
|
2 |
1 |
1 |
1 |
2 |
2 |
2 |
2 |
5 |
18 |
28 |
38 |
60 |
71 |
|
3 |
1 |
2 |
2 |
1 |
1 |
2 |
2 |
9 |
10 |
30 |
4 |
1 |
0 |
|
4 |
1 |
2 |
2 |
2 |
2 |
1 |
1 |
87 |
58 |
51 |
36 |
29 |
38 |
|
5 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
5 |
8 |
0 |
33 |
80 |
26 |
|
6 |
2 |
1 |
2 |
2 |
1 |
2 |
1 |
7 |
0 |
11 |
8 |
3 |
6 |
|
7 |
2 |
2 |
1 |
1 |
2 |
2 |
1 |
4 |
0 |
0 |
5 |
14 |
17 |
|
8 |
2 |
2 |
1 |
2 |
1 |
1 |
2 |
72 |
86 |
77 |
61 |
79 |
79 |
|
表三、锡桥的结果 |
|||||||||||||
|
因素 |
外部矩阵 |
||||||||||||
|
运行 |
A |
B |
C |
D |
E |
F |
G |
助焊剂 A |
助焊剂 B |
||||
|
锡锅温度 |
氮气 |
接触时间 |
Smart 波 |
预热温度 |
助焊剂数量 |
板面涂层 |
A |
B |
C |
A |
B |
C |
|
|
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
0 |
0 |
0 |
0 |
6 |
0 |
|
2 |
1 |
1 |
1 |
2 |
2 |
2 |
2 |
0 |
0 |
0 |
0 |
0 |
0 |
|
3 |
1 |
2 |
2 |
1 |
1 |
2 |
2 |
0 |
0 |
0 |
5 |
8 |
8 |
|
4 |
1 |
2 |
2 |
2 |
2 |
1 |
1 |
0 |
2 |
3 |
52 |
106 |
120 |
|
5 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
0 |
0 |
0 |
0 |
0 |
0 |
|
6 |
2 |
1 |
2 |
2 |
1 |
2 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
|
7 |
2 |
2 |
1 |
1 |
2 |
2 |
1 |
0 |
0 |
0 |
0 |
12 |
4 |
|
8 |
2 |
2 |
1 |
2 |
1 |
1 |
2 |
8 |
4 |
0 |
0 |
70 |
0 |
表三列出锡桥的数量。几次运行没有锡桥,而用助焊剂 B 的第四次运行显示 278 个插针有锡桥。通孔填充是用 Anova 软件进行评估的 ( 表四 ) ;ρ 列显示各因素对通孔填充影响的百分比,ρ 是根源贡献收益率 ( ρ 等于根源纯变量 S’ 除以标准偏差 ) 。 [pagebraek]
|
表四、通孔渗透的 Anova 分析结果 |
|||||||
|
根源 |
DF 根源自由度 f |
S 根源偏差 |
V 根源变数 1 |
F 根源变化率 2 |
S’ 根源纯变数 3 |
ρ (%) |
|
|
A |
锡锅温度 |
1 |
44 |
44 |
11 |
40 |
0.1 |
|
B |
氮气 |
1 |
1,704 |
1,704 |
417 |
1,700 |
4.3 |
|
C |
接触时间 |
1 |
2,241 |
2,241 |
549 |
2,237 |
5.7 |
|
D |
Smart 波 |
1 |
7,701 |
7,701 |
1,886 |
7,697 |
19.6 |
|
E |
预热温度 |
1 |
4 |
4 |
合并 |
||
|
F |
助焊剂量 |
1 |
10,502 |
10,502 |
2,572 |
10,498 |
26.8 |
|
G |
板面涂层 |
1 |
2,581 |
2,581 |
632 |
2,577 |
6.6 |
|
B |
助焊剂类型 |
1 |
494 |
494 |
121 |
490 |
1.3 |
|
e1 |
主要错误 |
7 |
6,621 |
946 |
232 |
6,592 |
16.8 |
|
e2 |
次要错误 |
32 |
7,301 |
228 |
56 |
7,171 |
18.3 |
|
(e) |
合并 |
1 |
4 |
4 |
192 |
0.5 |
|
|
总计 |
47 |
39,195 |
834 |
||||
|
1. V = S/f, 2. F = V/Ve, Ve 是合并变量 , 3. S’ = S - Ve x f |
|||||||
|
表五、锡桥的 Anova 分析结果 |
|||||||
|
根源 |
DF 根源自由度 f |
S 根源偏差 |
V 根源变数 1 |
F 根源变化率 2 |
S’ 根源纯变数 3 |
ρ (%) |
|
|
A |
锡锅温度 |
1 |
1,657 |
1,657 |
20 |
1,572 |
6.0 |
|
B |
氮气 |
1 |
2,214 |
2,214 |
26 |
2,129 |
8.1 |
|
C |
接触时间 |
1 |
1,519 |
1,519 |
18 |
1,434 |
5.4 |
|
D |
Smart 波 |
1 |
1,323 |
1,323 |
16 |
1,238 |
4.7 |
|
E |
预热温度 |
1 |
1,408 |
1,408 |
17 |
1,323 |
5.0 |
|
F |
助焊剂量 |
1 |
1,452 |
1,452 |
17 |
1,367 |
5.2 |
|
G |
板面涂层 |
1 |
1,541 |
1,541 |
18 |
1,456 |
5.5 |
|
B |
助焊剂类型 |
1 |
1,925 |
1,925 |
23 |
1,840 |
7.0 |
|
e1 |
主要错误 |
7 |
10,642 |
1,520 |
18 |
10,047 |
38.1 |
|
e2 |
次要错误 |
32 |
2,720 |
85 |
合并 |
||
|
(e) |
合并 |
1 |
2,720 |
85 |
3,995 |
15.1 |
|
|
总计 |
47 |
26,402 |
562 |
||||
|
1. V = S/f, 2. F = V/Ve, Ve 是合并变量 , 3. S’ = S - Ve x f |
|||||||
助焊剂量对通孔填充有最大的影响。这个结论是有意义的,因为如果没有助焊剂在孔内,焊锡不会流进去。另一个有趣的结果是 Smart 波的影响几乎达到 20% 。焊锡温度没有影响,可能由于差别太小 ( 10 ° C ,不够大胆 ) 。
Anova 软件也用于评估锡桥 ( 表五 ) 。ρ 列的值显示所有因素都或多或少对锡桥有影响。正如所预计的,氮气和助焊剂是主要因素。如果没有强助焊剂出现,锡桥将出现在焊接表面氧化的地方。 [pagebraek]
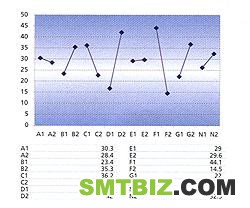
图三描述对通孔渗透的分析;数值越小越好。得到良好的通孔充锡的最佳设定是:
- A1/A2 - 焊锡温度:没有最好,选择最经济的值
- B1 - 氮气,开
- C2 - 接触时间: 4.3 秒
- D1 - Smart 波,开
- E1/E2 - 预热温度:没有最好,选择最经济的值
- F2 - 助焊剂量:较多助焊剂
- G1 - 板面涂层:有机可焊性保护 (OSP)
- N1 - 助焊剂类型 A
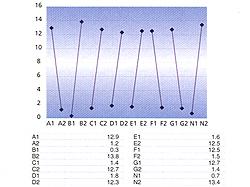
图四描述了锡桥分析;同样,越小越好。没有锡桥发生的最佳设定是:
- A2 - 焊锡温度: 265°C
- B1 - 氮气,开
- C1 - 接触时间: 2.3 秒
- D1 - Smart 波,开
- E1 - 预热温度:低
- F2 - 助焊剂量:较多
- G2 - 板面涂层:镍 / 金 (NiAu)
- N1 - 助焊剂类型 A
|
|
|
结论
试验结果揭示, 265 ° C 是首选的焊锡温度。对 SnAgCu 使用氮气是有意义的,因为它减少锡碴的形成,也减少焊接失效。最佳的结果在接触时间较长时得到。这样,通孔填充更好,除非板上的助焊剂不够,否则不发生锡桥。
该试验也证明, Smart 波可以达到较好的焊接质量。预热温度是不太重要的,只要跟随规定。这个结果是一个优点,因为板上较大的温度差别不会对通孔充锡和锡桥造成太大的影响。也使用了较小的助焊剂数量,但是试验显示这个方法不可行。板面涂层也可以讨论,从成本的角度, OSP 最佳。
该数据不可能正好适合于每一个波峰焊接工艺。可是,数据进一步证实有关氮气、 Smart 波和接触时间的理论,以及其它有关工艺问题。
还可以进行验证运行。这次另外的运行使用最佳的参数设定,它将揭示最终结果的质量。验证运行应该与软件预测进行比较,以决定是否该试验设定正确。如果验证运行不符合预测,应该考虑产生差别的原因;这些原因可能是相互影响,或者不是本试验中的因素。


