oU合金波峰焊接的囟冗x
By Al Schneider, Sanju Arora and Bin Mo
本文介B一N平衡y方法,它追N具有典型的低固、免洗助焊┑o嵌合金建立最佳的波峰焊接囟取
平衡 (wetting balance) 早就是一N有用的u估焊a特性的室,用它眍Ay在生b鏊的印u板b配工中的情r。@Y要求三N材料磉M行平衡的y量:基板、助焊┖秃稿a。因此,@平衡有三主要方面。基板可以是印刷路板表面上的一K金倜娣e、一子元件的引_或端子。平衡使用碓u估金俦砻娴目珊感浴T程式在 IPC J -002 和 -003 中有定。平衡也可以用作u估替代焊接助焊┏煞值效果的Yx工具。
最近,平衡被用碓u估追N替代焊a合金,特e是oU焊a的特性。@是oU回流焊接c波峰焊接V泛研究的一部分,其目的是要u估材料的相容性、可焊性和焊接c的|量。研究包括了各N混合的合金、焊接助焊、a膏、板的表面T印⒈砻尜Nbc通孔元件和一KiTO的板。x窳平衡x器Q定m的at囟龋以m合各N用於本研究波峰焊接A段中的oU合金。
平衡方法
@Yu估了五NoU焊a合金,包括acy和~的二元合金、a / y / ~的三元合金和a / y / ~cG和R的四元合金。本研究中也包括了共晶的a / U焊a,用作比^。u估的iT合金及其熔化如表一所示。
|
表一、的合金 |
|
|
合金 |
熔化囟裙 |
|
Sn63/Pb37 |
183°C |
|
Sn99.3/Cu0.7 |
227°C |
|
Sn96.5/Ag3.5 |
221°C |
|
Sn95.5/Ag4/Cu0.5 |
217~ 218°C |
|
Sn96/Ag2.5/Bi1/Cu0.5 1 |
214~ 218°C |
|
Sn96.2/Ag2.5/Sb0.5/Cu0.8 2 |
210~ 216°C |
|
1. 美@ #4,879,096 2. 美@ #5,405,577 |
|
[pagebreak
]基板
基板是尺寸 1.0"x0.5" 厚度 0.005" 的~樱影凑 IPC-TM-650 符合 ISO 1634-CU-ETP l件 HA 。邮前慈缦骂A清洗的:
- 在沸v的丙醇中去脂
- 用~表面{┤パ趸物
- 在水中_刷
- 最後在丙醇中_刷
平衡是用清的雍驮 100 ° C 下氧化一小r的乾Q舆M行的。
焊ay是使用一部平衡yxM行的。x器的aBm地bM要的每一N合金。把咏入一N低固免洗的助焊冗_到 0.1" 的深度。然後佣铱赵阱a之上 0.1" A嵛迕腌。咏入c闹焊┖秃稿a中抽出的速度都是每秒一英寸。
被氧化和未被氧化的~佣际鞘褂迷助焊。是使用一的a囟冗M行的。每焊a合金、a囟群驮颖砻l件的M合使用了十五印
Y果
每平衡山My:rg和力。的rg是要求穿^零力S的rg,挝秒。希望得到短的rg。的力是最K的力,挝 µ N/mm 。希望得到大的力。
谋狙芯揩@得的平衡Y果在D 1~4 仲介B。每Y料c代表 15 x档钠骄值。Y料中的势差γl件都是低的。
|
D一、每N合金的rg, |
D二、每N合金的力, |
|
D三、每N合金的力, |
D四、每N合金的力, |
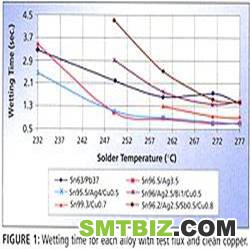
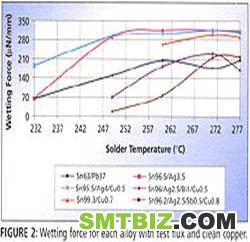
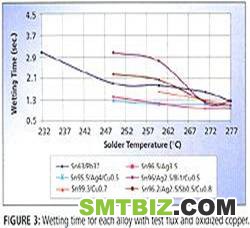
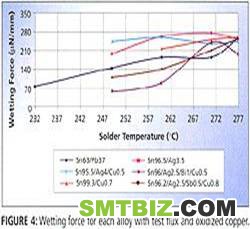
D一和二表示使用乾Q ( 不被氧化的 ) ~的每N合金和助焊┑rg和力Y果。D三和四表示使用被氧化的~的每N合金和助焊┑rg和力Y果。
Y果@示, 271 ° C 似乎是使用低固、免洗松香型助焊r於@些oU合金的合m的a囟取於乾Q的~和低固助焊,rg一般oU合金p少,直到_到 271 ° C ,然後rg平或者S著囟壬高而稍微增加。似地,力一般增加到 271 ° C ,然後平或者S著囟壬高而稍微p少。
二相c三相的a、y和~合金b生比四相合金和a / U合金^快的rg和^高的力。a / ~合金要求最低的 260 ° C 囟慝@得正向的力。四元合金要求最低 249 ° C 的囟慝@得正向。a / y和a / y / ~合金在最低 232 ° C 的囟全@得正向,和a / Uφ蘸稿a一印
於受氧化的~和低固助焊,不同合金的Y果更加靠近。於受氧化的~基板, 271 ° C 的a囟纫话惚容^低的囟鹊玫捷^好的Y果。可是,一些合金在最大 277 ° C 的囟r或多或少地得到^好的Y果。
二元和三元的a、y、~合金於乾Q的~比氧化的~b生稍微^快的rg和稍微^高的力。@Y果是A到的;氧化的~^y在冶金的意x上c焊a。管如此,於四元合金和a / Uφ悠罚好相反。它H上κ苎趸的~比ηQ的~b生稍微^好的平衡Y果。
Y
平衡表明,使用一N低固、免洗松香型助焊r,於所u估的oU合金, 271 ° C 是一m的a囟取ea / y、a / ~和a / y / ~合金一般b生最快的rg和最大的力。各oU合金ca囟鹊倪m合性必在H的波峰焊接工u估中_J,工要使用到通孔c表面Nb子元件的印刷路板。


