作者:Tony Hilvers、Paul Lotosky、Greg Munie、Karl Seelig、John Vivari、George Wenger
IPC焊料产品价值协会(SPVC)通过一项可靠性研究来确定在装配、金相分析和基本特性、热冲击和温度循环中,无铅合金中的各种锡银铜(SAC)合金的性能是否相当。SPVC的结论是三种SAC合金的性能相差不多,建议把SAC 305作为电子行业首选的无铅合金。这项研究的另一个结果是,在对使用SAC无铅焊膏的测试板进行分析时,检查出有空洞。在测试电路板上把空洞标了出来,但没有对它进行修补,在这种情况下,让测试电路板经受热冲击和温度循环。空洞也经历了热冲击和温度循环,SPVC还对焊点中空洞进行比较。
关于焊点的争论
电子制造行业公认的是,通常在x光照片中看到的空洞,可能是把焊点划作不合格的一个因素:特别是当空洞的大小超过焊点的25%时──尤其是在BGA里出现空洞的情况下。
对于焊点中的空洞,电子装配业一直存在争议。随着向无铅的转变,争议越来越激烈。原因是无铅焊点比锡铅焊料更容易形成空洞;而且在SAC合金中,空洞的百分比要比其他无铅合金高。
测试方案
在IPC SPVC测试项目中使用两种无铅电路板进行测试:无铅测试板A*和无铅测试板B**。这两种测试板所用的焊膏不是专门挑选的,但使用同样的助焊剂。这样?龅牡哪勘晔俏?私飧髦趾辖鹬?涞牟畋稹N颐敲挥姓攵院父喽怨ひ战?杏呕??
在无铅测试板A*中,使用三种SAC合金焊膏装配的所有电路板上都看到空洞,面积超过25%,其中,特别是间距为0.5mm的CSP84无铅元件。用锡铅合金装配的电路板,明显地存在空洞,但是,用锡铅合金装配的间距为0.5mm的CSP84元件上,空洞面积不到25%。
在无铅测试板B**上,在使用SAC合金装配的所有电路板上都看到空洞面积超过25%。在电路板上,PBGA196、C-CSP224和晶片级封装CSP8的空洞几乎都超过的25%。 $Page_Split$
为了确定空洞对焊点可靠性的影响,IPC SPVC采用的测试方案包括整个行业普遍认可的常规温度循环和热冲击。对两组测试板都进行了环境试验,在测试期间,对它们的功能进行监测。测试板中包括两家公司的电路板,每家公司的测试板有四组,每组四十块,分别使用三种SAC焊料合金成分,以及一种低熔点(锡铅)焊料,以便对比。每组都拿出一块板来进行破坏性金相分析,这块试验板没有参加温度循环研究。
所使用的温度循环方案反映了IPC测试方法。这个温度循环方案首先在低温(0℃)保持十分钟,然后,温度缓慢上升至100℃,接着在这个高温下保持十分钟的时间,然后,渐渐回到低温状态。整个温度循环通常大约需要60分钟。循环时间与炉温上升的时间和测试板温度稳定过程有关。
热冲击测试方案和JEDEC规定的很相似,它先在低温(-55℃)保持五分钟的时间,然后在高温(125℃)保持十分钟的时间,然后再回到低温。总的循环时间大约在20分钟左右。这个循环过程连续地重复进行。对两组测试件的样品,每组进行了500次温度循环就进行金相分析。
测试结果
在环境试验后,这项研究对空洞的X射线分析结果进行了比较,比较了6000次温度循环后的失效情况,热冲击,对失效的焊点和正常的焊点都进行金相检查,并比较金相检查的结果。从这些比较,并且用若干不同的统计方法来比较温度失效数据和空洞位置和尺寸,我们可以清楚地看到,空洞不会对焊点的完整性产生任何影响。
在每500次温度循环之后,把电路板拿出来,对每块电路板上的每个元件进行穿透性X射线成像。从这个图像我们可以看到,在SAC合金焊点中的空洞远远比锡铅合金焊点的多。就数量和大小而言,CSP84封装焊点中的空洞比其他阵列封装焊点的空洞多。使用经历了温度循环的封装的剖面图对空洞进行比较,我们看不到空洞与连接失效有什幺明显的关联。例如,在测试板A*的SAC 305焊点的剖面图上看到大空洞,但是,这并不能说明这些空洞会致使连接失效——虽说这个封装经历了4500次温度循环。
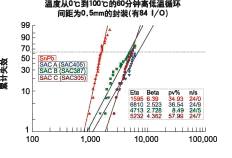
图1 测试板A上的CSP84封装的威布尔2-P分布。$Page_Split$
在无铅测试板A*上,对于间距为0.5mm的84个输入/输出CPS封装,温度循环引起的蠕变疲劳导致的焊点失效相当多,由此可以得到两个参数,即威布尔斜率(β)和特征寿命(η)值。图1是CSP84封装失效分布的威布尔图。威布尔分布说明SAC合金焊点的特征寿命比锡铅焊点更长(SAC合金为4713到6810次温度循环,锡铅合金是1595次温度循环)。然而,在没有进行监测的电路板上,每500次温度循环的穿透式X射线图像和剖面图表明SAC合金焊点里的空洞比SnPb焊点里的空洞明显多很多,也大很多。正是由于这点,在进行了6000次温度循环后用X射线对每个CSP84封装进行检查。我们试图把空洞和出现失效的温度循环次数关联起来。图2是威布尔值和η值。这些统计结果取自24个CSP84封装和60个CSP84封装,24个CSP84封装是IPC SPVC可靠性测试的一部份,60个CSP84封装是测试板A可靠性测试的一部份。在一个分析中,使用普通的再熔工艺进行装配的SAC387焊点里有较大的空洞。然而,焊点的特征寿命并不存在特别明显的差别。
结论
我们根据IPC SPVC关于SAC合金可靠性研究项目所提供的数据,来比较SAC连接中的空洞和出现失效的温度循环次数。我们用八种独立的统计分析方法(盒状图、单向ANOM、主要效果图、矩阵图等)来比较空洞超出连接面积的25%对应的出现失效时的循环次数,也比较了空洞总数对应的出现失效的温度循环次数。空洞分布与出现失效循环次数的比较结果表明空洞不会对焊点的可靠性产生影响。
对焊点中空洞的数量和大小与温度循环数据中连接失效进行了比较,结论是:没有证据证明这类SAC合金焊点中的空洞会对焊点的可靠性产生影响。
* Solectron公司提供的测试板A:160块,是六层、厚度为93密耳的印刷电路板,上面有72个元件。
** Flextronics公司提供的测试板:160块,是双面印刷电路板,上面有260个元件。
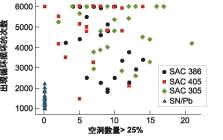
图2 超过25%的空洞数量与对应的出现失效的温度循环次数面积分布图。
$Page_Split$
作者简介
Tony Hilvers是IPC行业规划副总裁,电子邮件:tony.hilvers@ipc.org;Paul Lotosky是确信电子(Cookson Electronics)装配材料集团公司负责技术执行的全球总监,电子邮件:plotosky@cooksonelectronics.com;Greg Munie博士是Kester公司技术方面的主要负责人,电子邮件:gmunie@kester.com;Karl Seelig是AIM Solder公司技术副总裁,电子邮件:kseelig@aimsolder.com;John A. Vivari是EFD公司焊膏事业部技术服务工程师,电子邮件:jvivari@efd-inc.com;George Wenger是Andrew公司的主要技术负责人,电子邮件:george.wenger@andrew.com。

