
品牌:INDIUM
包装规格:盒装
交货方式:DDU
起订:20KG
供应:8e+006KG
发货:1天内
Indium8.9是一种在空气中进行再流焊的免洗焊锡膏。这种材料适合于锡银铜和锡银及其他合金(在电子业用这些无铅合金代替普通的含铅焊料)所要求的较高工艺温度。Indium8.9在模板印刷时的转移效率极高,可以广泛用于各种工艺。由于Indium8.9的探针可测性高,减少了ICT测试中的误报。
1.特点
•小孔((≤ 0.66AR))的印刷转移效率高
•不论峰值温度高低,在所有表面涂层上的润湿性优异
•助焊剂残留物是透明的,可以用探针进行测试
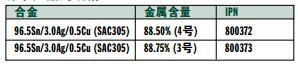
2.合金
铟泰公司用各种无铅合金制造氧化物含量低的球状锡粉,有各种熔点的产品。4号和3号锡粉是SAC305 和SAC387合金使用的标准锡粉。金属含量是焊锡膏中锡粉占的重量百分数,它与锡粉的类型和用途有关。标准产品的详细资料列在下面的表中。
3.包装
目前Indium8.9E有500克瓶装或者600克筒装产品。也提供用于封闭式印刷头系统的包装。可以根据客户的要求,提供其他形式的包装。
4.储存和搬运方法
冷藏能够延长焊锡膏的保质期。在存放温度底于10°C时,Indium8.9E的保质期是6个月。筒装焊锡膏在存放时尖端应当向下。
焊锡膏在使用之前应当让它的温度先达到工作环境的温度。一般而言,应当把焊锡膏从冷藏环境取出来至少两小时之后再使用。
温度稳定下来所需要的实际时间与包装容器的尺寸有关。在使用之前要检查焊锡膏的温度。在瓶装和筒装焊锡膏的包装上应标明打开的日期和时间。
5.印刷
模板设计:
在各种类型的模板中,电铸成形模板和激光切割/电光模
板的印刷性能最好。对于印刷工艺的优化,模板开孔的设
计是关键的一环。下面是推荐的一般做法:
• 分立元件-把模板开孔的尺寸减少10-20 %可以大量减
少或者完全消除片状元件之间的焊珠。最常见的方法是
把开孔设计成棒球中本迭板的形状,用这个办法减少开
孔的尺寸。
• 细间距元件-对于间距为20密耳及更小的孔,建议减
少面积。这样可以减少锡珠和锡桥的形成,锡珠和锡桥
会引起短路。减少的数量与工艺有关(一般是5–15 %
)。
• 为了焊锡膏的转移效率达到最好,并且能够完全脱离模
板上的孔,孔以及孔的尺寸比应当按照行业标准。
印刷机的操作:
下面是关于模板印刷机优化的一般建议。针对具体的工艺
要求,可能需要作一些必要的调整:
• 焊膏团的尺寸: 直径20-25 mm
• 印刷速度: 25-100 mm/秒
• 刮板压力: 0.018-0.027 kg/mm
• 模板底面擦拭: 开始时每印刷5次擦拭
次,然后减少擦拭
次数,直到确定了
最优擦拭次数
• 焊膏在模板上的保质时间: >8小时(在相对湿度为
30–60%,温度为
22°-28°C的条件下
6.再流焊
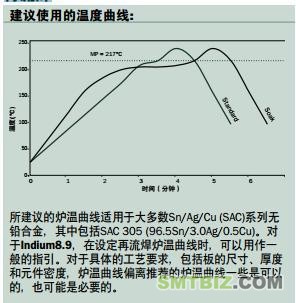
加热阶段:
温度线性上升的速度为每秒0.5°C - 2.0°C,这样助焊剂中
的挥发性成份可以慢慢地蒸发,有利于减少在加热时由于
塌陷而形成的锡球或者锡珠和锡桥。在使用峰值温度较高
或者温度高于液相线温度较长的情况下,它也能够防止不
必要地消耗助焊剂。
在炉温曲线的保温区温度为200°-210°C 、时间为2分钟
时,可以减少BGA和CSP元件上空洞的形成。保温区的温度
在焊料熔点以下的时间用比较短的20-30秒,有利于减小元
件一端立起形似吊桥的现象。
液相阶段:
建议峰值温度高于焊料合金熔点12°到43°C,这样润湿
效果好,形成的焊点质量高。温度高于液相线温度的时间
(TAL)应为30-90秒。如果峰值温度和温度高于液相线温
度的时间超出所建议的数值,会出现过多的金属互化物,
会降低焊点的可靠性。
冷却阶段:
冷却速度要高于每秒2°C,这样可以形成晶粒细小的焊
点,有利于提高焊点的抗疲劳性能。


