摘要:实验研究了氮气纯度对保护气氛回流焊焊点性能的影响。结果表明,回流过程中保护氮气中氧的含量直接影响所形成焊点的动态性能,而对焊点的静态性能影响不大;随着氮气中氧含量的降低(从1000ppm到50ppm),焊点抵抗冲击开裂的能力增加。推荐回流温区的氧含量应控制在500ppm以下。采用更纯的氮气保护,不仅会大大增加了保护气体的成本,而对焊点的动态性能影响不大。
关键词:回流焊;保护气氛;气体纯度;冲击性能
关键词:回流焊;保护气氛;气体纯度;冲击性能
1.引言
随着无铅工程的推进,很多板卡组装生产过程相继采用了保护气氛回流焊来提高板卡回流焊点的质量。一般认为采用氮气作为保护气氛可以防止焊接过程中的氧化,提高焊点的内在质量与可靠性。但是由于制氮设备的投资和氮气的生产成本强烈地依赖于氮气的纯度,因此到底采用什么纯度的保护气氛一直是大家关注的一个问题。本文拟从BGA焊点的静态强度和动态力学性能来评价不同纯度的氮气保护气氛对焊点性能的影响。
随着无铅工程的推进,很多板卡组装生产过程相继采用了保护气氛回流焊来提高板卡回流焊点的质量。一般认为采用氮气作为保护气氛可以防止焊接过程中的氧化,提高焊点的内在质量与可靠性。但是由于制氮设备的投资和氮气的生产成本强烈地依赖于氮气的纯度,因此到底采用什么纯度的保护气氛一直是大家关注的一个问题。本文拟从BGA焊点的静态强度和动态力学性能来评价不同纯度的氮气保护气氛对焊点性能的影响。
2.实验与装备
回流设备为BTU 70N;液氮作为气源,通过蒸发器将液氮转化为室温高纯氮气,氮气纯度远小于20ppm。通过加入微量空气,获得不同含氧量的保护氮气。用Delta-F 氧分析仪监测回流炉高温区(第五温区)出口气体的含氧量,将其分别设定为:1000ppm、500ppm、 200ppm、50ppm。
实验用组装板为15X15 脚的BGA封装芯片和对应的PCB组装板,均由Topline公司提供。回流工艺为经过优化了的回流曲线。
静态弯曲试验设备为INSTRON mini 44型台式万能试验机。动态弯曲试验设备为CEAST型仪器控制的示波冲击试验机。
回流设备为BTU 70N;液氮作为气源,通过蒸发器将液氮转化为室温高纯氮气,氮气纯度远小于20ppm。通过加入微量空气,获得不同含氧量的保护氮气。用Delta-F 氧分析仪监测回流炉高温区(第五温区)出口气体的含氧量,将其分别设定为:1000ppm、500ppm、 200ppm、50ppm。
实验用组装板为15X15 脚的BGA封装芯片和对应的PCB组装板,均由Topline公司提供。回流工艺为经过优化了的回流曲线。
静态弯曲试验设备为INSTRON mini 44型台式万能试验机。动态弯曲试验设备为CEAST型仪器控制的示波冲击试验机。
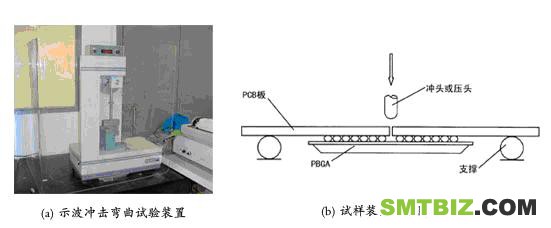
图1 示波冲击弯曲试验装置及试样装夹示意图
图1(a)为示波冲击试验机,图1(b)为试样装夹示意图(见下页)。静态和动态试验的装夹方式相同,跨距为40mm。静态加载时,压头的移动速度为2mm/s;冲击加载时,冲头的移动速度为3.5m/s。每一个试验点均由5个试样取平均值。$Page_Split$
3.结果与讨论
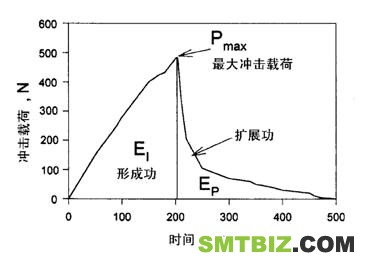
图2 三点弯曲冲击负荷与时间的关系曲线
图2为PBGA试验板的三点弯曲冲击负荷与时间的关系曲线。该曲线可以得到屈服载荷、最大载荷、冲击断裂载荷等以及通过监测菊花链电阻判断焊点开裂对应的冲击负荷及相应的时间。
曲线下所围的面积S与焊点冲击断裂需要的总能量E成正比(E=EI+Ep)。以Pmax为分界点,对应的时间为tpmax,可将总的冲击断裂能量分解为形成功EI和扩展功Ep。
同动态弯曲试验一样,也获得了试样在静态弯曲试验下的载荷与位移曲线,其中得到焊点开裂时所对应的载荷。
曲线下所围的面积S与焊点冲击断裂需要的总能量E成正比(E=EI+Ep)。以Pmax为分界点,对应的时间为tpmax,可将总的冲击断裂能量分解为形成功EI和扩展功Ep。
同动态弯曲试验一样,也获得了试样在静态弯曲试验下的载荷与位移曲线,其中得到焊点开裂时所对应的载荷。
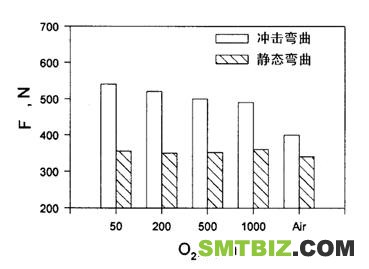
图3 最大负荷随氧含量的变化
图3给出了静态与动态弯曲试验中最大负荷随氧含量的变化。可以看出,静态弯曲试验最大载荷对保护气氛不敏感,而动态试验却显示出采用氮气保护回流焊工艺组装的板,最大负荷高于采用压缩空气对流回流焊的板。而对氧含量低于200ppm氮保护气氛,其最大载荷没有明显的差别。$Page_Split$
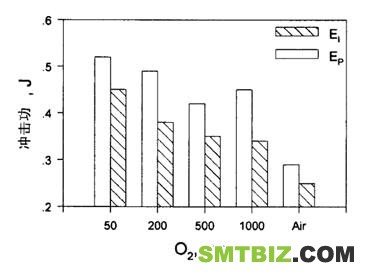
图4 冲击能量随氧含量的影响
明显可见,EI随氧含量的降低而增加。以无氮气保护回流焊试样的EI值最低。虽然回流焊炉内氮气越纯,焊点的质量越高,但考虑到高纯度的氮气成本很高。因此,氮气纯度达到氧含量低于1000ppm即可使焊点的性能有明显的提高。
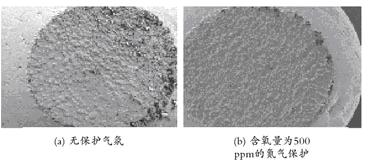
图5 焊点的动态弯曲断口形貌
图5(a)和图5(b)显示的是焊点动态弯曲断裂的断口形貌,前者为压缩空气对流回流焊的焊点,后者为氧含量为500ppm的氮气保护回流焊焊点。
所有焊点的断口均位于PCB板焊盘与焊球的焊合界面处,即形成了Cu-Sn中间合金的地方。断裂裂纹主要沿着Cu-Sn中间合金区域扩展。
对于不同的变形速度,其焊点开裂的方式也不一样。对于静态弯曲试验,裂纹形成与扩展是采用焊点中空洞的形成、长大、相互连接的形式进行。因此,断口显示出具有延性断裂的韧窝状特征。而对于高速弯曲变形,焊点的断裂显示出强烈的脆性特征,裂纹沿着薄的Cu-Sn中间合金层扩展,并伴随着脆性剥离。断口为典型的解理断裂断口。
无保护气氛回流焊得到的PBGA焊点与焊盘之间存在着大量的气孔和杂质,而经氮气保护回流焊焊点的缺陷明显减少。这说明,氮气保护回流焊的最大优点就是大大减少了焊合界面处的缺陷,从而提高了焊点的动态强度和可靠性。界面之间的杂质和气孔沿着边缘分布,成为了裂纹源。图5(a)示出右上方的边缘处显示出较多的气孔和杂质,为裂纹的起始部位。从断口上我们并没有看到整个边缘处的杂质分布,仅仅是在裂纹起始部位有杂质分布。实际上,裂纹扩展过程中,铜-锡中间合金非常脆,裂纹基本上是沿着中间合金扩展的,因此,断口上看到的扩展区是中间合金层,而不是杂质和气孔集中的部位。
4. 结论所有焊点的断口均位于PCB板焊盘与焊球的焊合界面处,即形成了Cu-Sn中间合金的地方。断裂裂纹主要沿着Cu-Sn中间合金区域扩展。
对于不同的变形速度,其焊点开裂的方式也不一样。对于静态弯曲试验,裂纹形成与扩展是采用焊点中空洞的形成、长大、相互连接的形式进行。因此,断口显示出具有延性断裂的韧窝状特征。而对于高速弯曲变形,焊点的断裂显示出强烈的脆性特征,裂纹沿着薄的Cu-Sn中间合金层扩展,并伴随着脆性剥离。断口为典型的解理断裂断口。
无保护气氛回流焊得到的PBGA焊点与焊盘之间存在着大量的气孔和杂质,而经氮气保护回流焊焊点的缺陷明显减少。这说明,氮气保护回流焊的最大优点就是大大减少了焊合界面处的缺陷,从而提高了焊点的动态强度和可靠性。界面之间的杂质和气孔沿着边缘分布,成为了裂纹源。图5(a)示出右上方的边缘处显示出较多的气孔和杂质,为裂纹的起始部位。从断口上我们并没有看到整个边缘处的杂质分布,仅仅是在裂纹起始部位有杂质分布。实际上,裂纹扩展过程中,铜-锡中间合金非常脆,裂纹基本上是沿着中间合金扩展的,因此,断口上看到的扩展区是中间合金层,而不是杂质和气孔集中的部位。
所有的试验数据均显示出氮气保护回流焊组装PBGA电路板其焊点质量和性能比无氮气保护焊点高;焊点的动态弯曲变形试验,可以显示出焊点的脆性;氮气保护回流焊工艺中,随着氧含量的降低(从1000ppm到50ppm),PBGA焊点开裂所需要的能量EI增大。氧含量越低,焊点的动态机械性能越好。推荐回流温区的氧含量应控制在500ppm以下。采用更纯的氮气保护,不仅会大大增加了保护气体的成本,而对焊点的动态性能影响不大。


