焊膏技术的变化,对维持印刷参数的恒定提出了挑战。不管是生产工程师要优化现有系统,还是管理者准备选购新设备,重要的是应了解钢板印刷机目前的机械情况。
随着置件机速度的日益提高与贴装材料的不断发展,钢板印刷已成为确保 6 σ质量的前提下缩短生产周期的主要工位。对于再流焊而言,钢板印刷的生命力在于它还是最适合的在 PCB 上预置焊膏的方法。对于钢板印刷机制造商来说,其设备必须能够满足用户不断地印刷新型材料的要求,以解决有关的制程问题。焊膏技术的变化,诸如无挥发性有机物 ( 无 VOC) 和无铅焊料等的变化,对维持印刷参数的恒定提出了挑战。
不管是生产工程师要优化现有系统,还是管理者准备选购新设备,重要的是应了解钢板印刷机目前的机械情况。
效率是决定性因素
对于生产者来说,哪方面更为重要呢?是速度还是精度?当然,还必须考虑到具体生产的复杂性、检测与返修 ( 或替换 ) 成本等。但真正的目的应是达到产量与质量理想的结合;换而言之即效率。有些情况下,产量与质量的交叉点决定了生产的效率。效率越高,投资回报越快。在效率方程式的质量一侧的主要参数有精度、可靠性和生产的灵活性。
产量是另一个重要因素
提高钢板印刷机的速度是一个具有挑战性的课题。在印刷过程中,印刷行程和 PCB 与钢板的分离速度是一定的,而刮刀的印刷速度则取决于钢板上的开口尺寸和焊膏的成份。因此,提高印刷的作业速度即成为关键因素。
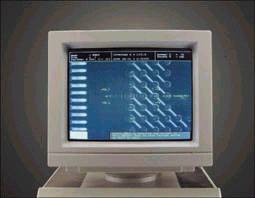
自动印刷机的实际印刷周期通常为 15 秒至 20 秒,而对于高速生产线则要求小于 10 秒。尽管印刷作业并非决定性因素,但在许多实际生产中,随着产量的增加,其重要性也得到的加强。但是,提高精度与柔性势必需要增加处理的时间。印刷的速度越快,留给视像校正、 PCB 精确定位和钢板擦拭等的时间就越多。藉由提高这些相应处理的速度,就可以留给 PCB 印刷后 2D 和 / 或 3D 检查 ( 图 1) 更多的时间,与“低速”印刷机的区别越彻底。$Page_Split$
图 1 : 2D 和 3D 检查的时间越多,制程样品的统计精度就更高,从而缺陷率更低
提高产量
通常,在提高自动印刷机的生产速度时首先会想到的是各轴的运动情况。从机器的发展角度来看,简单而且最常用的方式即是提高各运动轴的速度。如果对机器的精度和可靠性没有要求,这种方法的精度和可靠性是足够的。
一个更智能的方法是采用真实性能运动控制工程。对运动的各节点进行分析、算法演练和试验,以及对各轴的疲劳情况进行分析。印刷机上的每一驱动系统的实际性能均藉由计算,以满足对加速性能的最佳配合。相应地,印刷速度也藉由计算确定,从而使印刷机具有最优潜能。这一效率与安全性设计理念已以曲线形式写入了机器的运动控制板中,从而使机器的每一个运动都能迅速遵照执行。如此,印刷周期可缩短 20% 。
移动视像系统
自动钢板印刷机的视像系统用于将 PCB 与钢板对正,该系统可在机械和电子两方面提高速度。对于后者,首先可将专用视像处理器与印刷机系统的 CPU 相结合进行协同处理,从而可对所得图像进行快速处理。同样,还可以在系统移动至下一个基准点的过程中进行处理,因此被称之为“移动”视像系统。
首先,提高视像系统在基准点间移动的运动速度,必须采用与其它运动轴相同的运动分析与设计方法。视像系统必须能够由运动控制板中的高级算法支持。应当注意的是,由于基准点的位置通常需要两个相互垂直轴的运动,从而实现真正的连续运动是不可能的。但是,藉由性能运动控制工程,可以获得高的视像速度。
优化的加速与减速可以明显提高视像的速度。从而减少了停顿时间和基准点、 2D 、 3D 检查等图像的捕捉时间。如果设备采用的是空气轴承,还可以确保运动的平滑与精确 ( 图 2) 。 $Page_Split$
图 2 :系统应采用直接驱动以避免皮带驱动所具有的明显的运动间隙
智能软件
智能软件能够自动测算钢板印刷机的效率。高效印刷机可以对机器的功能和制程进行控制,从而能够实现各工序间的快速转换。最新的软件具有运动控制的同时性,使印刷机中的平行工作能够同时进行。先进的印刷系统至少有四个轴可以同时运动,从而使多种动作同时完成。
另一项最新的技术是“自适应补偿”,可用于对印刷机各项功能进行持续分析以提高生产效率。例如,在钢板与 PCB 校正的过程中,可藉由校正量大小的分析来自动重新确立钢板的原点位置,从而缩短校正时间。
目前的智能软件还能够对超出钢板印刷机以外的情况进行分析。操作系统可以监视下一工位的设备,核实板的需求情况,并且还能够针对整条生产线的情况提出最大限度提高生产效率的策略。例如,印刷机不停地“监测”下工位情况,在其完成一个作业 ( 如钢板清洁 ) 之前即向其输送一块 PCB 。如果完成作业在先,印刷机则会改变常规的次序直至满足整条生产线的需求。
影响产量的其它因素
现在越来越多的用户倾向在印刷间歇期进行钢板清洁。保持钢板开口中无焊膏及钢板底面的清洁十分重要。这是确保无漏印和具有良好印刷分辨率等印刷质量的基础。
最近,可以装配在印刷机上各种形式的自动擦拭系统相继问世,大多具有很强的真空吸力和改进的擦试管理程序。更先进的做法是首先进行高效率的湿擦,随后再进行干擦以去除遗留的溶剂。用清洗溶剂可以去除残留的焊膏。采用快速而高效的钢板擦拭不仅可以缩短印刷周期,而且可以减少系统的保养。当然,更有意义的是可同时进行多种作业,如在擦试钢板的同时可进行焊膏的填充。$Page_Split$
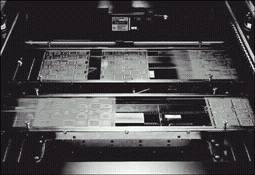
图 3 :将板传送至接近印刷区域有助于缩短各轴的运动时间

三轨式 PCB 传送导轨 ( 图 3) 不仅可以缩短实际定位夹具的调整时间,而且可以加快板的传送速度。当一块板正在印刷时,另一块板可直接插入到其排队位置上。将电路板传送至距印刷工位最近的位置同样可以节省轴的运动时间。恰当的中心定位设计,同样有利于精确、重复的印刷。
设备的调整也是一个方面,尽管是在印刷之前,但依然会对总的产品产量产生影响。该方面的改变,如自动支撑的引脚排布系统,既能保证精度又加快了调整速度。自动焊膏填充装置可减少停机频度,可获得十分宝贵的时间。此外,离线编程功能在自动印刷机中也是必不可少的。 $Page_Split$
柔性、精度和可靠性
柔性的评定可从两方面进行。首先,印刷机必须具备柔性的机械结构,以获得最佳的夹具方案。其次,印刷机必须具有先进的软件,使系统能够自动适应不同的基板。在印刷机上紧固而又精确地夹住 PCB 也是表面组装生产线中诸多夹具难题之一。印刷机必须具有多种定位选件,使其可以按相应情况单独或相互配合使用。
对比度低的视像系统对各种基板材料的适应性要强。如果装有此类系统,加之适当的机械定位装置,则对于陶瓷基板甚至柔性基板均可很容易处理。
对于自动印刷机,精度受到三个方面的影响。第一是线路板基板在印刷机上的定位校正。一些印刷机采用机械挡板。采用这种方法,其固有的精度受到板与板之间的基板偏差影响。
某些高端印刷机采用的是非接触式运动传感器,与机械定位不同的是在变换不同的电路板时,它可对不同的基板进行补偿,而不需要人工干预。由于采用此类传感器,板的自动校正速度变快,重复性也更好。当对已有组件的板进行第二面印刷时,这一点显得十分重要。采用结构型执行机构,如采用铸件,可增进系统的可重复性与可靠性。有限元分析证明若要达到高的稳定性,首先须有一个稳定的基础与框架。因而,设备通常喜欢采用铸件以达到所需的稳定性,而不必考虑较高的运行速度所引起的附加应力。
当然,任何机器最终都会损坏。性能工程学设计只是大大地提高了系统的可靠性,并尽量缩短停机时间。当一个零件或一个子系统损坏时,应能很方便地取下或更换。模块化设计对于缩短停机时间十分重要。另外,不管用户身在世界何地,来自制造商的零配件与工程支持均应快速便捷。
产品变换时间
通常,在选择印刷机时主要考虑的是其柔性和使用的方便性,以及是否能印刷多种不同类型的板。现在的印刷机通常有多种选件。如有的具有自动支撑的引脚排布功能,将支撑引脚按一定图形排布给待印板以支撑。引脚的排布可程控,且不需要专用夹具从而缩短了产品变换时间,最适合于生产产品型号经常变换的生产线。 $Page_Split$
另一个选件是钢板的在线更换。即自动从在线钢板贮藏架 ( 通常位于印刷机的后部 ) 中选择并装载钢板。典型地钢板更换时间为 20 秒。另外的系统中印刷台 Y 轴与 Z 轴的柔性夹具可对基板进行适当力度的夹紧,从而可有效地适应不同尺寸的基板。最后,印刷机还可配置离线编程软件,使印刷机能够从计算机下载设置的参数和基准点数据。
产品生产的“更便宜、更快速、更优质”的要求促使着制造商不断推出更有竞争力的钢板印刷机。随着更高生产速度要求而来的是更高精度的要求。总而言之,系统必须速度更快、性能更稳定、使用寿命更长。因此,理想的印刷机必须是藉由性能工程学设计的,它能够满足目前 SMT 生产所要求,具备快速、高效的性能且具有一定柔性与可靠性,同时,还应满足不断变化的焊膏性能要求。


