波峰焊接,作批量焊接技g的L期夥伴,可能已不得到象回流焊接那麽多的注意了。可是,它^m得到c其}s性的克服一起而淼淖鹬兀@}s性是通^所涉及的递入盗颗c型嗪獾摹kS著b品Oc技g的M化,作π鹿に需求的反,波峰焊接^m以良好的Y果m和完成新的任铡__到@工表F是由於新的材料、O、程式和B度。Y果,}和由@“f但良好的”工所提供的解Q方案的d趣在^m。
υ工的入
最近在F鲇龅降奶eP注是c底面b配的表面Nb阻元件和面安b的B接器的蚪佑嘘P的焊接}。在焊接方向上的g隔近的焊P蚪邮谴嬖诙r的一}。在S多情r中,把焊P姆叫蔚A形的OD可p少或解Q}。另一N方法,使用非活性的、靠近在最後焊P後面的“掠a”焊P常_到目的。
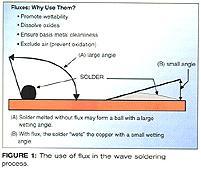
煞N方法都娜刍焊a的表面力c能力平衡著手。於方形焊P,焊Px_熔化的焊ar,焊a不能虺尸F一低能量的外形。焊a钠秸的嚅_,造成蚪印B渝a焊P焊a提供一“嚅_”的地方,或S防止了危害。@方法假O了足虻脑件和印u路板(PWB, printed wiring board)的可焊性和受控的上助焊、A岷秃附庸に。
a膏-通孔(PIH, pin/paste-in-hole)工是用p少在u造一些混合技gb配中的工步E的一N方法。c方法的表明,使用PIH工消除波峰焊接的囟妊厕通常是有好的。其中一c是消除了大的通孔(through-hole)B接器所出F的蚪印
高密度安b的混合技gb配的增加,使S多工的新。特u的“c”或“面”波峰焊接O涞盗吭碓蕉唷_x裥院附佑P(pallet)F在更V泛地用於鹘y的波峰焊接C器上。@些Pδ切┰谘b配的底面上有已焊接的、大型、囟让舾杏性丛件、球抨列(BGA, ball grid array)和QFP(quad flat pack)的通孔元件。
於M化的和^f的煞NPWBO,新的不同的可焊性保o┱得到波峰焊接和回流焊接工的Ht。鹘y的犸L焊a均T(HASL, hot air solder leveling)工,m然一般焊接性能有好,但cM化的O和工存在一}。在M入的PWB中,可能在阻焊(solder resist)中吸收HASL助焊留物γ庀垂に是有}的。要求用男〉耐孔中清除^量焊a的空毫Γ或者在T的表面上的毫Σ睿有r引起面c面之gHASLT拥暮穸炔煌。@不同可能е略谝恍┮焊接的表面特徵上很薄的T印?赡芑卦斐刹蛔愕目珊感院筒M意的焊接表F,甚至使用有侵g性的焊接助焊。
了_到在任何的焊接工中的低缺陷率,PWB和元件端子的表面最KT佣急仨提供持久的可焊性。T颖仨受焊接之前的Υrg和h境,以及多次囟妊厕而不退化。在焊接工中短的熔(wetting)rg要求用肀砻嬖件p和一些焊接缺陷。因PWB每焊接的B接提供表面的一半,它必表F出持m和足虻目珊感蕴蒯纭
有C可焊性保o(OSP, organic solderability preservative)和各N通^解和浸工施用的金T料在S多情r中C明是最M意的。任何使用的可焊性保o┒急仨持m地M足b配c焊接工的需求和所要求的b品可靠性。


