一W洲f和其他的f已得出Y,oU (Pb-free) 焊接在技g上是可能的,但首先必解Q施的},包括o]l性有C化合物 (VOC-free) 的助焊┘夹g和是否必修改工斫蛹{所要求的更高焊接囟取
_柯 (Taguchi) O (DOE, design-of-experiment) 方法和y程序控制 (SPC, statistical process control) 是u估波峰焊接中oU工的有效方法。其目的是要特定用的最佳O置_定基本的控制怠
_柯方法 (Taguchi method) で新的品|方法c鹘y的O方法Y合起怼Q芯砍鲆幌盗邢嚓P的技g碜畲笙薅鹊p少不想要的可性,p少生bp耗和提供更大的客M意。例如,_柯方法用於p少生b涤步E:
- u造b品,以“最佳的”方式_到c目说淖钚”畴x。
- M可能同拥厣b所有b品,_到b品之g的最小背x。
_柯使用一iT造的表格或“正交列”碛绊O^程,因此品|在其OA段就嵌入b品炔俊U交列是一允Sτ绊的因素M行立地Wu估的O。
_柯囊集思V益的h_始,在@Y一Y合不同W科的小M建立清楚的蟾,O合理的,列出}、目恕⑺希望的出特性和y量方法。然後,_定所有的^程岛投x影Y果的有P因素:
- 可控制因素: C1 = ^程作用很大的K可直接控制的因素; C2 = 如果 C1 因素改,需要停止^程的因素
@中, x窳巳 C1 因素:
B = 接|rg
C = A囟
D = 助焊盗
a囟仁且 C2 因素, 由於需要用碓黾 / p少囟鹊rg。
- 噪音因素是影偏差的担但是不可能控制或控制成本效率低的。例如在生b / 期g,室囟取穸取⒒m等的化。由於H原因,]有把“噪音”成分列入的因素。相反,主要目耸窃u估品|影因素的所起的作用。必作其他的砹炕它^程噪音的反。
最後,要求x裥枰y量的出特性。
首x剩]有a虻囊_岛屯孔充M的合格性。
cO
c其他方法比^ ( 通常使用每次一因素的研究,以_定可控制 ) ,@使用了一 L9 正交列。在只有九\行中,{查了三e的四因素,如表一所示。
|
||||||||||||||||||||||||
 出特性 。
出特性 。
m的O定可得到最可靠的Y料。例如,控制倒必象H一于於O端,以使}明@化 — ; 在@情r下,a蚺c通孔B透不良 ( D一 ) 。了量化a虻挠绊,]有a虻纳襄a引_怠 ( 每板有 200 引_,因此最高分是 200 。 )
ν孔B透的影,每充M焊a的孔如D二所示擞。每板最大 4662 c。
中的材料 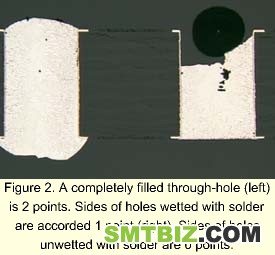
oU合金 。最常用的波峰焊接oU合金是 Sn/Cu 和 Sn/Ag/Cu 。 Sn/Cu, 最廉r的oU合金之一,具有高熔c (227 ° C) ,除此之外比其他oU合金的C械性能差。 Sn/Ag/Cu 是在 Sn/Ag 基A上的改M。 Sn/Ag3.8/Cu0.7 焊a形成^高可靠性的焊接c,而且可焊性比 Sn/Ag 和 Sn/Cu 都好。R的加入 (0.25~0.50% Sb) ,通^Rcy和Rc~的金匍gY,提供更高的囟茸杩埂?墒牵有R的毒性的P注,管有毒的氧化R只是在 600 ° C 以上的囟炔女b生。 Sn/Ag3.8/Cu0.7/Sb0.25(SACS) ,熔c囟 217 ° C ,在中使用^ ( 表二 ) 。
|
||||||||||||||||||||||||||||||
板的表面情r 。板x窳擞C可焊性保o (OSP, organic solderability preservative) ,一N高性能的~板T樱它保o和S持通孔的可焊性。 ( ^早的研究表明, Sn/Ag/Cu c OSP 表面是相容的。 )OSP 是夂稿a均T (HASL, hot-air solder leveling) c其他金儆∷㈦路板 (PCB) 表面理的替代方法。由於更高的A嵩O定,@薄薄的有CT (0.2 ~ 0.5 µ m 厚度 ) 失去活性。由於 OSP c水溶性助焊┫嗳荩包含在助焊┲械乃岷腿┭杆偃芙 OSP T樱成助焊┑囊徊糠郑熔化的焊a接|到板r]l掉。
助焊 。@,x窳斯腆w含量少於 2% 的合成o]l性有C化合物 (VOC-free) 的助焊 396-RX( 表三 ) 。x褚环Nou化物的低留助焊,由於其在~表面的良好可焊性加上其防止a虻淖饔谩陌宓捻面y量的助焊╊A峁是 100 ~ 112 ° C ,示b配的Y而定。
|
||||||||||||||||||||
助焊用 。在可利用的助焊用技g之中,找到一N嘴F的助焊┨理器最m合路板施用m的助焊印So]l性的有C化合物助焊,M可能_到最精的w粒是_到良好的通孔B透和成功的水膜]l的PI。因此,水基助焊仔地配u表面特性,以得到一c金俸头墙俦砻娴牧车慕佑|面。
嘴助焊┨理器允Sκ┯玫闹焊┑木_控制 — ; 拇蠹s 300 ~ 750 mg/dm 2 ( 竦闹焊 ) 。最大 750 mg/dm 2 因再多的助焊╅_始陌迳系温湎怼
y板的O和材料 。y板的尺寸 160 x 100 x 1.6 mm 。材料 FR-4 ,通孔p面~。B接器特徵 10 、p排、 &0.2micro; Au/Ni 表面理。
Y果
\行了十八K板 ( 九K九K重鸵淮 ) ,得到需要用碜髡交列分析的Y料,_到如下目耍
- u估品|影因素的影
- 得到oU (Pb-free) 工的最佳l件
- 逼近最佳l件下的控制祷
分析 (ANOVA, analysis of variance) ,一Ny理方法,u估正交列的Y果和_J每因素的影有多大。表四@示有P脑中@得的焊a虻馁Y料。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
D三解了相於^程因素的a虻挠绊,即,盗吭蕉啵品|越高 (200 = oa ) 。它@示,就a碚f,接|rg和A囟仁怯绊出Y料最大,即,改其中一O定a盗烤哂凶⌒缘挠绊。 
基於Y料,得到於a蜃罴训脑O定是 A2 、 B1 、 C1 和 D2 。m然 A2 c A3 之g的差e很小,x A2 是因^低的能量p耗的要求而x 260 ° C 的焊a囟取<由希在@水平,元件和路板材料受的囟刃n粜 D四@示a碚f,每控制涤绊的百分比;表五列出有P通孔熔竦脑Y果。
D五,再一次,盗吭礁撸Y果越大 (4662 = 100% 的“良好焊接”板 ) 。
A囟 (130 ° C) 影^程最大,其他因素的影大s相等的r候。而且,重驼`差ν孔B透很小。 ( D六@示有P通孔B透的每控制涤绊的百分比。 ) 基於Y料,最好的通孔焊aB透所建立的最佳O定是 A3 、 B1 、 C2 和 D 合。D七@示中使用的y板的 SACS 焊接c的截面@微照片。
Y果
焊a囟鹊挠绊相於其在a蛏系挠绊是不大的。ν孔B透,更高的囟雀好。可是,@Nx窨赡苁艿较拗疲因在的元件、助焊┗钚┖碗路板材料的p害。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
@,^短的接|rgb生^好的Y果,可能因助焊┗钚┫到y在更高的A岷湾at囟仍O定r得到兼。在@些^程l件下,@助焊╊型其Y果是典型的。其他的@示,如果助焊┗钚韵到y度足蛉淌茌^高的囟龋^L的接|rg可能是有益的。否t,推]接|rg 2.5 ~ 4 秒。
按照A崞囟龋 110 ° C 的O定@^程是“急促一c”。在^高O定 (130 ° C) ,^程窗口s窄了S多 (OSP T雍椭焊┛赡苁去活性 ) 。A崴基o]l性有C化合物 (VOC-free) 的助焊,要求特e的考]。一旦施用了助焊,就必改M助焊┡c板表面之g的化W接,可通^加嶂焊磉_到。因此,在第一^程^ (600mm) 的末尾,板面的囟大s 70 ~ 80 ° C 。@,x窳酥胁 Calrod t外 (IR) l生器卧。卧提供m的 IR 能量和波L,踊钚裕而不在_始r使水分牟牧现衅化出去。制式α骷崾褂迷诘诙和第三^,在M入焊a波峰之前,消除^多的水分。
一Bm的、均虻φ板的助焊F是必的。用M可能最低的硎┯帽M可能最的w粒,⒔o予最好的Y果。^高的O定可能引起w粒的反作用,因而不改善板表面的。 D2 O定是本的“ Paper leader ”。
Ρ驹整w“最好的”O定如下列出: A3 、 B1 、 C2 和 D2 :
- A — 焊a囟 = 275°C ;了防止囟p模在 265~ 270°C 之g。
- B — 接|rg = 1.8 秒。
- C — Arg ( 面 ) = 110°C 。
- D — 竦闹焊┝ = 474 mg/dm 2
Y
在生b中,了成功地施oU (Pb-free) 波峰焊接,整^程必再考察,即,@不是一⑿碌幕W品和材料投入到^程的问虑椤Mㄟ^M行_柯分析 (Taguchi analysis) cmO的,@考察可以更容易,^程_l也加速。它使工工程 (process engineer) 只\行少量的,,就可H的理解在他自己的iT用中要求什麽。m然新的oU波峰焊接工的^程窗^小,因^高的囟群推渌材料,但是 SPC 可能是一有r值的工具,椭工程S持正_的狄格,和在@新_l的工^程_到最小的化。
用於本的y板是在一b溆F器助焊┨理器、三^A崞骱偷庠O涞什ǚ搴附C器上\行,以 2m/min 魉速度可得到oU工的可重托缘慕Y果,而]有}。@f明通常不需要特e的或iT的O ( 或配件 ) 磙D到oU工。使用的F助焊┨理器可魉妥虻闹焊┑酵孔龋鼓钍褂眠@N,因l泡助焊┨理器通常不能Υ蠖邓基o]l性有C化合物 (VOC-free) 助焊┱常工作 ( 要求特e的、新的配u助焊 ) 。


