本文介B,了使波峰焊接在子工I中完全被接受,冶金W者、工Ic主管C必一起工作,M行V泛的研究。
自拈_始,波峰焊接一直在不嗟剡M化。在焊接中涉及的基本冶金W原理已被S多非冶金人士所忽,他了ふM足今天要求和更加h境友好的m材料。了Q定c理解Σǚ搴附庸に中被V泛接受的焊a作“插入式”替代的理基A,作一些研究是必要的。因此在@Y有必要回一下基A的冶金W原理,_l和理解斫ㄗh使用的替代材料。
波峰焊接的M化
亩十年代到四十年代,B接是使用焊接烙FB方法。印刷路板 (PCB) 的l展需要一更加和健的形成焊接B接的方法。最早的大模焊接概念是在英的浸焊 (dip soldering) 。在八十年代,_l出被Q波峰焊接的概念。@方法今天V泛使用,但是C器和操作T控制已得更好了。焊接的基A仍然是相同的。焊接形成只是化M足O涞囊求;可是,化W成分和理恿W是基本的和蔚摹8街方法基本上只需要助焊,岷秃稿a,以形成冶金B接。助焊┯砬需要焊接的、已被氧化的表面。加崛サ糁焊┹dw和p少囟刃n簦⒃黾拥崃考咏o成路b配的非似的材料。在一b配上lF的材料包括:塑z、陶瓷、金佟T料、化W品及其V泛不同的化W成分。大模的波峰焊接的使用元件的可焊性提出一P注的},因需要第一次就b生m的B接,K在b配上不M行返修,今天的b品不如^去那些^不}sb配那麽容。需要第一次就正_形成的可靠焊接c斫受 PCB 所暴露的h境。在保Cm信鬏、消除串音和不可接受的垂直波比的同r,必分析每一N情r中引l的囟扰cC械力。 1
最早的浸焊方法有一些}:很y重新b生所希望的合格率;板放在熔化的焊a上在底下A住怏w,_c焊a接|;焊a只能熔 (wet) 到金俦砻妫诲a渣 ( 氧化物c燃的助焊┑幕合物 ) 必撇去,不嗟刈璧K生b 2 。@一整套}е虏ǚ搴附拥囊入。方法使用腻a升起的熔化焊a波或大K表面R合 PCB ,然後 PCB 牟ㄉ魉瓦^去。波峰焊接s短一半以上的接|rg。魉系y通常在一角度上,因此板通^波峰r,不A住任何|西在 PCB 下面。@A斜也允S熔化的焊a落M入a,p少相焊接c之g的蚪印R熔化的金偈娜刍池表面之下泵出的,只有清、o氧化的金僖入b配。
焊接恿W
b生一焊接cr所l生的反在原理上是基本的。焊a合金加岬狡湟合嗑^域,以提高焊接c的熔 (wetting) 。氧化物慕俦砻嫒サ簦以保C焊接ccв兄焊┑娜刍焊a之g的清接|。然後助焊╊A PCB 去掉助焊┤ ( 一般水或酒精 ) 。需要增加的崃砜朔 PCB c熔化焊a池之g的囟炔睢< PCB 硌a夭畈睿不υ件引起害。 PCB 有必要的暴露金^域,牟ǚ迳贤ㄟ^。焊a以m的接合c熔窠嵌热竦浇佟1砻婺芰颗c接|角度Q定熔化的焊aΡ┞督俚母街。如果固w的表面能量相高於液B和固w / 液B介面表面能量的和,那麽液B熔K流走。毛管作用使焊a_到 PCB 的A形孔的面。
在一些系y中,氮舛栊曰的焊接h境用硖岣呷 / 毛管作用。@些孔通常B接b配中等路樱表明:
1 、液w在毛管空g的上升高度S著表面分_p少而增加。
2 、M入焊c的流铀俣入S著表面分_的p少而p少。
冶金W的因素焊aB接有重要的和常是主要的影 3 。熔化的焊a在焊aUc加入形成B接的熔化焊a之g形成金匍g化合印T诶s之後,保持焊接c。
金匍g化合的形成c增L
直到B接冷s到可以理,金匍g化合舆在增L。增L速度是c在特定囟鹊rg的平方根和囟鹊闹党删性。@f明增L是通^交互原子向介面U散砜刂频摹_@金匍g化合油ǔJ 1 µ m 的 Cu 6 Sn 5 。 Cu 碜造 PCB 的B接面,而 Sn 碜造逗稿a合金。
金匍g化合物具有慕倥c共rI的混合物升起的特性。@些I由於有高分子而度高。因此,自U散S岛透大的U散控制特性的定性是IY合和有序Y的Y果 4 。@接合B接是好的,直到其增L完全支配焊接c的特性;@r,@拥暮更cρb配就是有害的。$Page_Split$
焊接材料 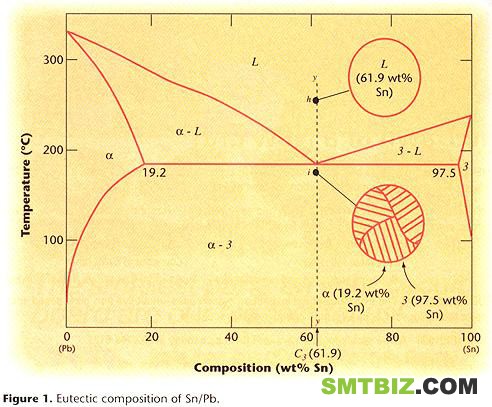
今天,波峰焊接工首x的合金是共晶 (eutectic) 合金: Sn63/Pb37 ,因其r格c可@得的量。 Sn 提供B接的特性,而 Pb 是作填充材料使用的。b量的增要求使用快速固化的和可以在酌腌刃纬蛋俸附狱c的材料。o共晶焊a的普通名Q是令人`解的。指定的M成成分不是真正的共晶成分。共晶成分按重量百分比是 61.9%Sn ,如D一所示。@差碜造对缙共晶成分的e`算。更高 Sn 含量的合成物不能{成本增加c子b配性能改善之g的PS。只有b配使用在腐g性h境r,成本才{^怼T谝苯W上,焊a可看作是成二元合金的金俚暮位旌稀F浜辖D是二元合金系y的典型D,m用於基本的冶金W原理。正如所料,偏x共晶r,各N合金的特性是不同的。S著合金中 Sn 含量p少,液化囟仍黾印⒚芏仍黾印⒂捕p少、囟扰蛎S (CTE) 增加、囟扰c性p少。
非共晶成分
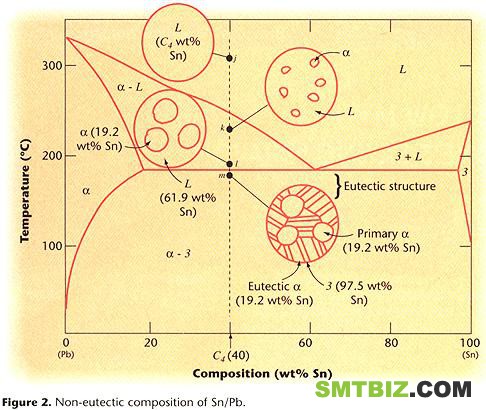
考]非共晶合金r,假O由α + 共晶M成,D二的扛杆定律支配比值。有例C明,]有渲罹w出F的固化是可能的,整w的微Y符合共晶。合成物是一平均的成分。怎釉诜枪簿Ш铣晌镏蝎@得共晶Y?固化的冷s速率快於D化幽堋.超^固w可溶性O限的成分在室叵吕sr,α相的平均成分Y核。DQ固相的D化幽鼙还腆wDhh超^。室瓤饫s固溶wr,剩下的液w可能v共晶反,在室叵略诜枪簿С煞种薪o出共晶微Y。共晶成分的二元液w冷r,形成的固w平均成分c液w是一致的。蟮溃在α片之前]有溶|集Y和Y的集Y,在β片之前溶|的耗p。@些溶|廓可b生Y^冷,管@F象不是平面不性的充分l件 5 。在微Y中,有r使用名~微M元 (microconstituent) 是方便的,即,具有可_J和有特徵Y的微Y元素。在D二中,主要微M元的w粒Y核,形成的共晶微M元的百分率大於焊a合金量l件。
S著波峰焊接C器中的焊aLrC\行,暴露o所有金俚暮稿a可能具有c原淼牟煌的作用。氧化和金匍g化合的形成S著rg改著焊a中的成分,也改了特性。囟仍O定c必改和Oy,以控制可能由於a合金成分的冶金化而出F的缺陷。
oU波峰焊接
世界上,大s每年使用 60,000 的焊a。m然子b配不是主要使用者,但是有世界的日益增加的p少U使用的P注,由於其毒性和再生利用的理不 6 。DQ到oU不是被工I所V泛接受。在子b配中消除U的主要理由是C器操作T的h境暴露。a渣副b品的理可能Νh境有乐赜绊,如果理、\、再生不的。如果不遵循m的l生要求,U的F的呼吸和手工焊接r的直接接|也有重要影。
σ接受的oU替代品,必提供下列:
- 有足盗康碓
- cF有的工可相容
- 足虻娜刍囟
- 良好的焊c度
- 岷碗的性似 Sn/Pb
- 容易修理
- 非毒性
- 低成本
S多公司正在_l合m的替代合金,作“插入式”的替代品,以遵守W洲和日本的法令。@些法令建h到 2002 年在b配中p少U,到 2004 年消除U。
在北美的家子u造f (NEMI, National Electronics Manufacturing Initiative) 的目耸堑 2001 年用生boU替代品的能力b浔泵馈TM正打算c其他C合其可u造性_l剩其他C的方向集中在x裉娲品,世界的Y料旌褪占材料特性Y料。 $Page_Split$
工上P注的}
Ha研究f (ITRI, International Tin Research Institute) _k了 SOLDERTEC ,一oU焊接技g中心,鞑デ熬Y和收s可利用的x瘛1硪涣谐龊辖鸷追Nx瘢分e以一到十肀硎竞摹
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
所相有合金在得到接受之前都必考]下面的因素。
- 在u造b品中使用的材料
- 在\行中使用b品r的材料消耗
- 在u造b品c^程中使用的能量
- 在b品勖KYr的可再生性和重屠用性
- 在包括材料提取、u造和U / 再生的整生命周期中的射
- 在u造U料流中的可再生性
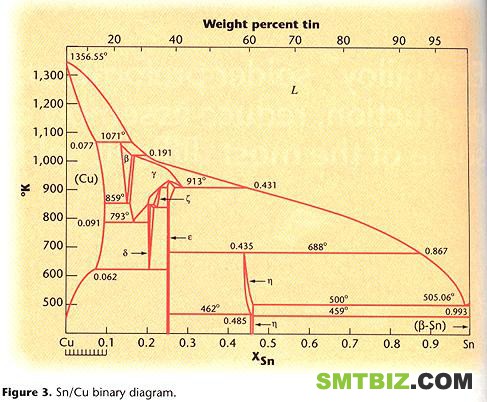
Sn/0.7Cu 合金x作波峰焊接工用的材料,主要是由於其低金俪杀竞碓础T建h的替代金俚慕鹣D如D三所示。在O度富a的^域, 0.7% 重量的的~有一共晶c,@使得@N合金c用於今b配中的F有材料相容。固化似於在 Sn/Pb 共晶合金系y中到的。~和a煞N金俣际碓簇S富的,二元系yp少使用三元合金成分r出F的低熔化相。
格
冶金W者很想知道各N金匍_始在熔化的焊a中累e的r候l生什麽,集合w特性⑹艿皆拥挠绊。很高量的污染可看作第三元素。有集F已_始建h污染的限制,在@限定之龋可以提供可接受的焊接Y果,而不必完全理解在微Y上l生什麽事情。
lF引起大多地作用的不Q金偈悄切┙伲它或者c Sn 在合金中形成金匍g化合物的或者以特性改的方式砀淖合金成分。不Q可以和加入低三元素b生同拥挠绊,人lF@降低焊a的熔 (wetting) 特性。
Y
在λ建h的焊a替代合金的冶金W研究方面有S多工作要做。焊接用的工I使簿Ш稿a的研究已_展多r,大部分可以接受。可是,@似乎δ切┎豢杀苊庖出F的新r期焊接合金不一定是正_的。回到冶金W基A上面硎眍Ay系y的方法,因ふ腋h境友好材料的恿κ钦府法所追求和所要求的。冶金W者、工Ic政府C必y手合作,找出更健的解Q方案。


