本文介B:“v留rg和浸a深度的研究,揭示了波峰焊接的可重托耘c缺陷p少的重大C遇。”
在^去啄曛校生bc工工程Π迮c波峰的相互作用又有新的JR,е铝瞬ǚ搴附映淌降⌒宰化。例如,已裼弥苯y量 PCB 在波峰焊接中v的技g。得到了路板品|的即rc@著的改善,推釉技g的V泛使用。
板c波相互作用的中心
u造波峰焊C的唯一目的是:板c焊a波峰相互作用。你知道@述是完全正_的,因你看看回流焊接tY面r你]有看到波峰。在回流焊接t中,板v加囟r,出F的是化W反,不象在波峰焊接中。
在波峰焊C龋把板送到焊a波峰上r,化W反c囟仁亲饔梦铩F浣Y果,c表面Nb的t相比^,波峰焊C囟鹊墓に窗是的,K且板c波峰相互作用的精_控制b生很大好。
引_在焊a波峰戎皇酌腌或更少。焊接可以在一次^中_到,不出F缺陷。由於@^程是如此危今天的板是如此}s,使得路板必精_地通^波峰。有^X的工程已知道,似乎很小的板c波峰^程的化可以е潞艽蟮钠焚|化。
囟惹的限制
那些猿终J波峰焊接控制主要是囟鹊娜耍通常x栏竦匾蕾囟日辰Y、高赜或囟惹。m然囟仁侵匾的,但它不能f明板c焊a波峰的相互作用。
]有板c波的精_Y料的波峰焊接可能造成Bm的缺陷、生b危C和停Crg。H上,生b管理人Tt解@拥慕Y果,看到工位元上需要修理工人,承受b量c品|的毫Α
管有囟裙芾淼 Herculean 效、波峰焊C品|的@奇M步、以及助焊┡c焊a化W成分的不喟l展,波峰焊接可能是有}的。如果一u造工程哪睦镏饕出Fb配缺陷,最常,他或她指向波峰焊C。
因此,返工人T每天、每班工作只是了修整生a上的缺陷。修理F在的水平不是看作ιb失效的一a性活樱可以去掉的一邮虑椋而是常看作生a本身“可以接受的”部分。@看法的直接Y果就是允S生b成本的大幅增加和波峰焊接乐氐谋憩F不佳。
例如,{A崞饔肋h不能消除由於太Lv留rg引起的a蚧蛘哂伸督a深度太\所引起的不焊 (skipping) 。@Y所述的研究Y果⒈砻鳎F有的波峰焊接缺陷的大多抵荒芡ㄟ^Π迮ca波相互作用的精_、直接的y量c控制才能消除。
板ca波的相互作用 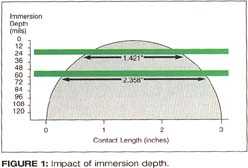
假O板c波峰是平行的,板c波峰相互作用有三清楚的同rl生的面,可以直接蚀_地y量:
- v留rg (dwell time): v留rg是一引_在焊a波鹊rg盗浚需要以 0.10 秒的f增砜刂啤
- 浸a深度 (immersion depth): 浸a深度是板浸在焊a波扔卸嗌睢S伸蹲詈玫牟ǚ寰哂 10~20-mil 之g的波峰高度化,@底詈檬峭ㄟ^其穿^一^程窗口的通道y量。用於本研究的O涫褂 12-mil 的f增量。
- 接|L度 (contact length): 接|L度是一引_通^波峰的距x。
D一解了板的浸a深度c接|L度的相互PS,@示浸a深度直接Q定接|L度。接|L度又直接影v留rg,因:
v留rg = 接|L度 ÷ 魉速度
魉速度的O定⒉荒为控制在焊a波峰上的v留rg。必有精_y量c控制浸a深度的方法。
波峰形 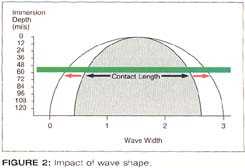
我S多人都有在商ú煌的波峰焊C上\行同一b配的,看到的是很不同的板的品|的出F。在商úǚ搴CO定成相同的泵的速度、魉速度、魉Ы嵌取㈠a缸高度、A崤c焊接囟龋皇褂孟嗤的化W品;相同的So;以及@示相同的囟惹的r候,什麽波峰焊Cb生不同的Y果?
作一工I,我常常已退而接受“不同的波峰焊C有不同的性。”有些人怪操作T。但是@答案是蔚模可y量的:所有波峰焊Cb生的波峰是不同形畹摹
D二@示波峰形接|L度的影。一^的波意味著^L的接|L度 - 因此,v留rg^L - 以相同的浸a深度。
C器O定的限制
控制波峰焊接^程涉及直接y量板在波峰上H所v的。波峰焊C永h不能保C可重托浴0蹇床坏魉速度;但感受到v留rg。同樱板不知道泵的速度,但感受到浸a深度。有,波峰焊C的O定不@示波峰焊C的可化性。因此,波峰焊接的当仨主要基於板c波峰的相互作用,而不是波峰焊C的O定。
b配工S]有必要怪它的波峰焊C,助焊┗虿僮魅T,因H的挑鹗遣ǚ搴附庸に^程本身。波峰焊C不能y量板c波的相互作用;好的O洳皇怯硌a一不受控的工。
用於研究的v留rg基
一家主要的消M子公司其北美的工S完成期一月的研究,以u估v留rg化c可重托缘闹匾性。x窳俗畲笈量的b配碛米餮芯浚它代表在地生b的所有路板的 19% 。
了@用途,使用一台子O浜椭苯影迮c波峰接|感y器。由於能蜻M行每排四\行,O淇梢栽①Y料卸d到 PC 之前多x怠_有,O涞 LCD @示器允S牟ǚ搴C出r即r的Y料x担K提供浸a高度的直接y量。下面是M行的步E:
- y量c建立平行度。
- y量Fr板的v留rg,以前是 1 秒。
- y量Fr板的浸a深度,以前是 24-mil 。
- u估板的|量。得出 312 ppm(parts per million) 的缺陷率,@被J在工S仁钦常的,按工I室彩呛芎玫模管有一定量的返工盗俊
- 步E 1 ~3 σ慌胖械娜班次很容易地完成,每班纱危因所有Y料都是在通^波峰焊C的O湟淮芜\行中@得的。步E 4 是在每一班次Y束r完成。
在\行b配板之前,如果y量@示不平行 - 或者v留rg比 1 秒超出 0.1 秒,或者浸a深度不是 24-mil - tΣǚ搴C作出{整。另外作一些y量以Cl生所希望的板c波的相互作用。始K保持那些c板 - 波相互作用oP的地方,包括,如,助焊╊型、A嵩O定和焊a囟取
在每班Y束r,作百f缺陷 (dpm, defects per million) 。@板的 dpm 持m地在 312 。因此,_到了路板|量的可重托浴
v留rg研究方法
下一目耸Q定是否板的缺陷率受到以不同v留rg\行的影。@涉及以不同的v留rg\行相同型的板,v留rg以半秒的f增幅度 0.5 秒增加到 5.0 秒,K且涉及⒚v留rgc其b生的缺陷率相M。γv留rgM行上述的 1~5 步。 
D三的{@示Y果。@特定的板b生最低缺陷率的v留rg是在 2.5~3 秒之g。然後M行@板的M一步研究,在 2.8 秒r缺陷持m最低。因此板F在只以 2.8 秒的v留rg和 24-mil 的浸a深度\行。波峰焊C的O定F在是非主要的,c使用的波峰焊CoP。v留rg的化已完成,同舆_到在H任何的波峰焊C上以可A的品|b配板的`活性。
於消M子公司,@些Y果就是Σ僮T的有意的波峰焊接工文件、更清晰的工作指示,更大的`活性,因板可以可靠地通^任何波峰焊C。公司也可以F更少的程序控制D表中的峰值,因在板\行之前M行了y量;更少的停Crg;^高的b量,p少工工程的毫Γ灰约案愉快的管理。
其他^察包括:
- 所lF的最佳v留rgc以前l生的有很大的不同,但是那r]有y量。
- 缺陷率Sv留rg的不同而@著化。
- 控制浸a深度Ρ狙芯渴顷PI的,因浸a深度的化意味著接|L度的化,Y果,v留rg不受控。
逐板的化
正如每R板在表面Nbt中使用其自己的囟惹一樱每N板也在波峰焊C中使用其自己的板c波峰的怠R虼耍上述研究也Φ诙N板M行。
D三把Y果成t。研究lF,@N板的最佳v留rg是 3.6 秒,c第一N板的 2.8 秒形成Ρ取W⒁煞N板的“v留rg曲”是不同的。m然不太象第一N板所@得的新基那麽低,但工^程得到所研究的第二N板的@著更低的缺陷率,@N板以前也是以 1 秒\行。@些Y果烈地@示T如非最佳浸a深度或O}等@些缺陷根源cv留rg]有PS。
浸a深度 
改浸a深度改接|L度和v留rg,@使得浸a深度的直接和蚀_y量成PI。泵速b生波峰高度,它S著a缸的焊a空而消失。可是,板的H浸a深度Q定於因素,包括a缸高度、 PCB 怎幼落在魉У闹缸ι稀曲、破裂或h的指爪、魉Ы嵌取⒁约笆欠袷褂糜P。
可是,控制浸a深度 - y量和把它保持持m不 - 只是@y}中的一小部分。另一是Q定在那浸a高度,板的品|是最佳的。在D四中,注意由{l形所代表的板的缺陷率,在不同上比由S色l形所代表的板更化: 48 mil 或甚至 36~60 mil 分e比 24~36 mil 。因此,不同板的型最受益於不同浸a深度。
Y
板c波峰化的好是很大的,Q定波峰焊接工作指示r,需要M行逐路板地u估。ΠH所v的M行直接y量c管理是PI的。λ有的板使用相同的波峰焊CO定⒂肋h不b生Ω鞣Nb配型最佳的波峰焊接Y果,Σǚ搴CO定的依不包b板c波峰相互作用的可重托浴
化要求Π迳H缺陷有P的{整。只C器O定和 / 或注重板c波的Y料⒉b生所希望的Y果。波峰焊C不一定是可重偷摹
要_始是蔚摹T^程只要花追昼,K且ⅠR上b生δ阌椭的Y:
- 象平r你μ囟ǖ陌逡釉O定波峰焊C。
- 一旦你已建立板Σǖ钠叫卸龋v留rg和浸a深度x怠
- 理其中一K板,其波峰焊接品|。
- 作_定最佳v留rg的第一步,魉速度p少到每分 0.75 英尺,再\行O洌得到新的v留rgx怠
- 再\行相同板型中的一,其波峰焊接品|。
如果板的|量已改善,那麽你已得到一比你F在用於\行板的v留rg更越的v留rg。你F在可以每天在每一次\行板之前v留rgx担以保C你的波峰焊Cδ愕陌褰o予所希望的、更好的。因此,你可用Y料肀WC可重托院妥罴研Ч。
如果板的品|夯,那麽增加魉速度,重拖嗤的步E。你⒑芸煺业阶罴训陌迮c波相互作用怠了u估浸a深度Σǚ搴附悠焚|的影,改泵的速度,另外M行相同的步E。
要理解的另一重要方面是工窗口 (process window) 。所有波峰焊C有其自己的Y料化和可重托缘恼常,@只有通^在C器保持在使用的每O定r,v留rg和浸a深度的直接y量泶_定。理解波峰焊C的v留rg、浸a深度和平行度的工窗口,椭你化γ板的波峰焊接工。
如果你的工S一b品高度混合的工S,那麽淖钇胀或最棘手的板_始。於大批量、的混合的\作,你有C化你\行的每一板。於深工S,在不同的波峰焊C之g,甚至工S位置之g可靠地移右环N特定板的`活性也要增加。
S多工S已⒖傻玫降募夹gc蔚某淌较嘟Y合,以化其路板的v留rg、控制浸a深度和得到其波峰焊接工的真正可重托浴於那些想要迅速降低成本和c波峰焊接品|的工I保持步伐的工S,@Y所述的技gc程式值得{查研究。


