By 张兴隆
一、楔子
英语中知名的行业杂志CircuiTree,是一份有关PCB专业报导的月刊。为补足其每期中对工程技术论述之不足,并希望在专业素养上有别于其它期刊起见,特以季刊方式,另外发行了一种“The Board Authority”(TBA)的工程专刊。以电测为主题的第一册出版于1999年6月;而1999年9月之第二册则以HDI为骨干,穿插了许多制程与原物料之先进资料。可惜台湾业者太忙或原文吸收能力欠佳,如此精采的全新技术文字数据,竟未在业界引起注意,殊为遗憾。
99“TBA”第二期与2000第一期(四月号),两次连载杜邦公司Ceferino Gonzalez先生所写的“Materials for SBU of HDI-Microvia Organic Substrates”长文。在其第8页中曾以2/3版面的文字与图片报导一家日本代工厂Noda Screen Co., Ltd.液中曝光硬化的特效成就,而引起笔者的好奇。今年三月笔者曾参加IPC Show中有关“塞孔技术”的专业规范座谈会,20多位老美专家中竟然只有1人听过野田的液中曝光,由此得知美国业界在此一尖端领域之落后。碰巧今年6月参观JPCA Show时,经由“祥通电子公司”王淳忠副董的安排,竟有机会名古屋拜访向往已久的“野田Screen株式会社”,亲眼目睹野田塞孔技术之现场实做,置身世界之巅的现场取经,其如获至宝之莫名兴奋自是不可言喻。
二、为何塞孔
塞孔其实并非何等新鲜事物,现行多层板也要求绿漆塞孔,以达电测时之抽紧贴牢,与防止喷锡中锡渣进孔的恶果。笔者曾在"99微切片手册"之P.155,即以“干嘛要塞孔”为题,精选彩照13张并细说原因。刮刀网印强迫油墨进孔听来似乎不难,然而每板几千孔全都要彻底填满塞实,硬化后之再削平;其不凹不陷不空不破者,正如笔者在本会刊第七期13页中所首创的短句“十秒跑百米谈何容易!”。HDI板类的树脂塞孔原比绿漆塞孔更困难,尤其是高难度封装载板(Substrate)的逐孔完全塞实填平,甚至连微盲孔也照塞不误,其武功之高绝不可等闲视之。
一般HDI/BUM板类,多半是先做完一片有PTH的正统多层板(或双面板)当成核心(Core),然后再于两外表面进行雷射微盲孔(Microvia)互连与细线的增层(Build-up)。目前大部份手机板均使用背胶铜箔(RCC)的外增做法。当然一些大型系统用的High Layer Count高价板类,也可另采补强材(Re-inforced material)与铜皮做为增层,甚至其它新式介质类(Dielectrics)的增层也将兴起。然而不管如何BU(Build Up增层),其核板中通孔之未能填实,与孔顶外增铜导体(得自化学铜与电镀铜)表面如酒涡般的凹陷,都将无法避免。以下即为此种增层铜面的局部凹陷在可靠度(Reliability)方面可能隐藏的后患:
(1)若不幸座落于讯号线(Signal Line)中,将造成高速传输的不良,有损“讯号完整性”(Signal Integrity)的质量。
(2)若竟然更不幸出现在零件脚之焊垫或金线打线基地上,则当场挂彩 或事后阵亡(指浮离),都会成为索赔与断交的根据,铁证如山欲 赖无词。
(3)特性阻抗(Z0)的需求;传统多层板外所增层之讯号线中若出现酒涡(Dish Down)时,则其之Z0将因介质层厚度之剧烈变化而起伏不定,将造成讯号之不稳。
(4)一旦增层中之微盲孔恰好落在Core板通孔之正中央,或孔与环之地 盘领域时,则该核板通孔必须先要塞满填平,才能续做「孔上垫」(pads on via)等板之面积之再生。
由于布线太多面积不足,已要求其内层核心板镀通孔板全数塞满填平,以增加布线或设垫的机会。现行一般手机板对此尚未严格要求,然而一旦此种行动无线通讯再进入语音之外的其它通讯与连网时,则在高密度布线组装与高频传输的要求下,手机板规格中也将不允许“酒涡”的存在,届时高难度之塞孔将成为另一项不易克服的障碍。
三、简介野田
创办人野田正纪先生,曾服务于以高难度PCB技术著称的日本顶尖Ibiden公司多年。鉴于绿漆网印与塞孔,以及更困难的树脂塞孔其高质量之市场渴求,仍于1986年在日本爱知县小牧市,以姓氏为名创建Noda Screen之电路板代工企业。日本国内外许多著名大厂中,最困难量产的各种塞孔板,甚至通孔或盲孔的塞铜膏迭孔板等,经常是出自“野田网印”公司的协力,堪称只此一家别无分号。
野田公司现有员工150人,资本额2.13亿日元,月营业约8千万台币,其中仅塞孔即达NT4,300万。国内外客户40余家,其中多半大名鼎鼎如雷贯耳,其代工半成品更是极奇困难异常昂贵。该公司最近已股票上市,据说去年之EPS即达股本的1.4倍,以台湾股市而言已至14元之多,其赚钱的本领令人咋舌。
野田公司现有干部中曾有两位来过台湾业界服务,即曾在欣兴电子做过长期顾问的藤木基胜先生(现任野田公司品管部长)及久世孝行先生。且藤木先生返日前两年,亦曾在以代工与贸易为主力的“祥通电子公司”(STI)任职,其在台湾业界的知名度颇高,也使得各种先进的日本技术转移来台的管道更为畅通。
野田公司最了不起的创新就是“低温液中曝光”;系将可部份UV硬化的树脂,经独门“特技”妥善塞孔后,再置于某种液中曝光硬化,如此一来将不致因所含热量造成树脂中溶剂膨胀,进而形成“柱内空洞”或表面收缩凹陷。该公司的秘密武器就是自动化的低温“液中曝光机”,而且完全自行开发自己专用,想要花大钱去买的业者连门都没有。
该公司现有四组“液中曝光机”,每天两班,每班12小时,每月25天可出货500mm(20迹×400mm(15迹┲大排板25万片,亦即每天出货1万片每日营收可达台币180万。
除此之外,野田的网印机台均购自“东海商事”,但却做过精心修改而更为实用。其之塞孔不但一刮即妥,而且硬化后还一律孔内饱实两端鼓出。随后在不到两米的不织布输送磨刷机上削平(Planarization),其大板双铜面一平如镜,树脂孔柱与平坦铜面之紧扣密合,堪称天衣无缝妙到毫尖。不旋踵间前后竟有如此宵壤之别,展现如此无懈可击的惊人效果,若非亲眼目睹亲手触摸,其谁能信?以下即为野田之通孔平塞的介绍。
四、野田之通孔平塞技术(Flat Plug Technology)
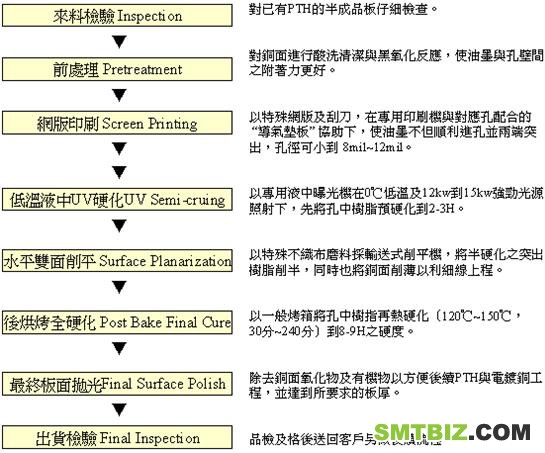
此种“平塞技术”系(1)利用特殊的网版与刮刀,(2)以山荣化学之“UV硬化+热硬化”两次硬化型PHP-900油墨为填孔材料,(3)经单次刮印下即可将通孔塞满并且两端鼓出,(4)然后直立进入低温透明之特殊槽液中,两侧以高功率之强光先完成2-3H的半硬化,(5)然后进行自走式水平磨刷,使双面完成削平动作,(6)再另置于一般烤箱中,完成后续8-9H的全硬化即大功告成,其流程如下:
五、野田Flat Plug重点探讨
上述流程看似简单,实际上却是招招绝妙处处玄机大有学问在焉。别人吃饭的本钱当然不好详追细问,即使好奇心驱使重点试探者,所得答案泰半为礼貌性微笑的无可奉告。其多处关键只能以少许数据,与笔者之臆测方式暗自琢磨如下,仅供参考:
1.所用液态树脂之塞墨,已知为日本“三荣化学”所出品之PHP-900,国内亦可透过“大船公司”买到编码为IR-6之 Permanent Hole Plugging Ink,属无溶剂之烘烤型树脂,热固化可达8H之硬度。所塞之孔板可通过各种高难度的考验,而鲜有失败者。此墨料单价极贵(每Kg装约台币1万元之左右)。但野田所用者另为感光硬化与热硬化合并之高黏度墨料,应为专属型有钱也买不到的独门暗器。PHP-900 IR-6型原用于高阶板导通孔(Via)之塞孔用,以便于后续绿漆厚度分布的均匀,避免孔边露铜与喷锡遗珠的烦恼。并还可防止后续处理与组装液体化学品(如Flux或化学镍金等)之进孔后患,而具有更好的可靠度。
2.从三荣化学所建议的网版资料可看到:180号Polyester网布上须涂布含氟Stencil之感光乳胶阻剂,厚度为50 m(2mil);180-230号不锈钢网布之乳剂厚为100 m(4mil)。薄板塞孔可采上述PET网布,但当待印板厚度超过1.2mm者,不锈钢网布之阻剂应在4mil以上。
3.至于刮刀则采“东海商事”10mm厚,硬度为70-80度的特殊材质刀片(Squeeze),刀片伸出刀柄长度为30mm。一般0.6mm以下的薄板可磨成45°角去推印,0.8mm以上的厚板则改磨成30℃。
4.从有限资料可知,野田对16mil板厚与8mil小孔有把握全板逐一塞饱,且所塞11.8mil(0.3mm)的小孔,经液中紫外光硬化达2-3H后(In-Liquid UV Curing),其塞柱表面还需特殊不织布磨料削平,其平坦度变化仅±2 mm而已,所搭配的网布与氟化物乳胶阻剂皆为该公司的机密。
5.以笔者的经验,野田塞孔之所以如此精采,除油墨、刮刀、网版等必需条件外,最重要的法宝应为垫在下面的“喘气板”或“导气板”;让进墨的同时,可令孔中原有空气也能顺利排出,而不致抗拒进墨或在柱中残留气泡。事实上国内业者绿漆塞孔也都是如此做法,只不过将垫板的孔径稍加放大以方便操作而已。笔者有次等电梯时,置身之环境忽然令人有所领悟,经过数次试做也确实出现立竿见影之神效,大大印证了那电光火石般灵感的可贵。饱满的塞孔其实也只是一种“江湖一点诀”讲破了不但不值钱,而且还有挡人财路之嫌,乃君子所不为也。其中巧妙如何只有靠您想象了。
6.“液中曝光”当然绝对是另一项看家本领,全套机组装备皆为自行开发,由于效果实在让人佩服,曾有愿出1亿台币之天价洽购者,亦遭太极拳式的闭门羹。可见其维护重宝与捍卫智慧财产之一斑了。
7.至于后续如何在石井表记的磨刷机上,利用各种不织磨料,在不同的作业条件下,而能将双面坟起2-3H硬度的树脂削平,其难度应低于上述导气板与液中曝光等压箱密笈。以台湾业者长期在DOE方面的历练,只要假以时日,削平的成功应是指日可待。
8.IPC-6012A(1999.10)已将塞孔技术列入规范(见3.2.12),并在3.6.2.15节中明文对通孔制程后压合法(Sequential Lamination)之多层板,对其埋孔或盲孔已要求胶片中树脂填胶塞孔,并要求满塞度须达60%。事实上 “通孔后压合法”终将因制程太长、良率不足、成本过高、电性欠佳下,迟早会被淘汰。而未来增层法的Core板,也势必将成为塞孔的主力战场,且各种IC之封装载板更是责无旁贷有孔必塞。目前客户要求此等增层之塞后孔柱,只要表面平坦即可,至于孔柱中空洞如何允收则尚未苛求。
六、野田的其它高招
野田各种高杆网印技术,除利用树脂塞通孔之Flat Plug外,其它高招尚有:
(1)微盲孔之充填(日文称有底via充填);此法多用在Core板外之第 二次增层流程,即将已做完第一次RCC或其它增层的微盲孔(孔径 可小到70 mm),先以树脂填平,才再去做第二次良好的增层。至 于只做HDI“增一”者,则亦须用绿漆将各镀妥完工的微盲孔填平。
(2)板面铺平之Flat Coat;此技术之平坦度可达3 mm/10mm2,对IC封 装载板很重要,因其既可达表面平滑消除落差,减少基材涨缩, 强化细线的附着力,又可在进行“增二”时掌握良好的介质层厚 度,对高速讯号的特性阻抗亦较易控制。
(3)液态感光绿漆(LPSR)网印法;可印在IC封装载板的表面,印上极厚的绿漆,使于板面密集球垫之间,出现一种防止锡膏偏移而 短路的“堤防”(Dam)效果。而且该公司也另有热硬化型绿漆之代工。
(4)塞铜膏(Conductive Paste Filling);有些客户要求在已有铜壁的通孔或盲孔中另行塞入铜膏,再去成线与增层。也有要求在无铜壁的裸孔中塞入铜膏,做为层与层之间的互连(例如ALIVH 的做法),且后者“迭高式”的Stacked Via,其在封装载板上 的用途,还会因设计简单,电性良好及容易散热等优点而日渐流 行。但经过多次温度循环考验后,如何避免其"壁与膏"之间的应力性分离,则并不简单。Noda在这方面也颇有心得。
(5)INT网版用的感光版膜(Stencil)乳胶;此特殊含氟素对人体无害的直接版膜化学品,不但防水坚固,而且防渗的效果也甚佳,是各种网印技术的关键性化学品,堪称小兵立大功,三户亦亡秦 。野田不但自己代工网印,而且也代工制作网版。
七、策略结盟技术移转
近年来日本PCB业界之尖端技术登峰造极,早已遥遥领先其它地区之同业。然因电子产品生命期太短,必须迅速量产掌握全球市场脉动,才能在加速扩散下获取最大利益。有鉴于此,近一两年来日本业者,已觉悟到不能再紧抓国宝孤芳自赏,必须大胆走出日本,才不致叫好不叫座多做多赔钱。
除传统多层板订单之外移外,其它各种技术也都将顺理成章逐渐释出。兼做代工与全单的中型祥通电子公司,与“野田网印公司”情况颇似规模相当,长久以来一直关系良好,默契有加。在整体外移大潮流下,乃决定将塞孔与其它网印技术,透过入股祥通,首先全数移植来台,下一步更将合作生根大陆。为了因应此一高难度新技术的来临,祥通正在强化体质成立“HDI代工部”。软硬兼程加快脚步,人员培训计划在日本现场进行,硬件机器部份将于9月起装船来台,10月试车,年底出货。相信明年起各种HDI之困难塞孔板类,将不必再空运日本往返耗时沟通不易。相信祥通必然又一次发挥隔天回厂之台湾打拚精神。此种快速之协心合力,将使得台湾正在起步之HDI不但更上层楼,而且加鞭快马顺水轻舟,迈进的密集鼓声必然再次振奋士气军心。


