回流焊温度下线路板及零配件的共面性测量
By 张兴隆
随着细间距组件应用日趋广泛,组件与线路板之间的共面性变得愈加重要。过去的标准规定线路板由于翘曲而造成在垂直方向上的偏移不能超过板子对角线的 1% ,但现在设计人员可能要把这个标准提高至 0.3% 。不仅如此,线路板上一个焊盘局部的平整度可能更为重要,因为对连接面数组组件和焊盘的焊球尺寸要求很严,而且 PCB 上某个焊接区域的平面度与整块板的平均平面度关系并不是很大。
与此同时,人们也逐渐开始关注新型器件的平整度。比如 CSP ,尽管面积很小但共面性问题已经引起了工程师的注意;另外像倒装芯片中裸片的中部向上拱起也是一种普遍现象。
生产技术人员现在遇到两个新问题,都会影响上面提到的共面性。一个是使用无铅焊料需要更高的焊接温度:采用常规 Sn/Pb 焊料时回流焊炉的最高温度约为 225 ℃ ,但是无铅焊料通常要达到 260 ℃ 左右,而高温会增加线路板和组件的翘曲程度。
同时线路板材料也在不断改变以便适应更高的焊接温度,这个温度刚好超出 FR4 材料允许的范围。虽然这些材料能够承受 260 ℃ 高温,特别像特富龙 (teflon) 或尼龙材料的翘曲特性似乎还与 FR4 很相似,但是进一步研究则可能发现它们的性能有很大不同。所以有专门针对高温设计并具有不同热位移反应的新型混合材料,它们将来用在各种组件上的机会非常大。
而在生产方面,既面临着越来越高的间距要求,又要面对新型材料,所以对线路板和组件的共面性进行测量是一个明智的做法。总的来讲,由于共面性控制不良而造成的危害主要有两类:一类是藉由电性能测试即可发现的缺陷,另一类则是因为产生了应力而在正常使用中经历高低温变化时出现问题。
如果按照以前对印刷线路板平整度的看法 ( 比如垂直偏移允许不超过板子对角线的 1%) ,那么在用到细间距或其它新技术时会很容易引起严重误解,人们会认为某个面数组组件区域的翘曲与整个板的翘曲度成正比。实际上组件局部区域的偏移不一定与整板平均值相同,而且某个点的翘曲可能会对焊点连接造成严重影响。
测量技术
人工测量板子翘曲度的标准方法是将板子的三个角紧贴桌面,然后测量第四个角距桌面的距离。这是一种很有效的粗略计算方法,它可以找出可能引起生产线阻塞的严重翘曲板,或者插孔与组件管脚不平行的板子。但是这种粗测的结果精确度太差,例如它不能保证 BGA 与 PCB 上与之相连的区域有足够的共面性能使其焊接均匀并保持长期可靠性。
用固定三个角的方法不能取得精确测试结果的原因很简单,因为三个角的选择存在较大的主观性,对于同一块板选择的角不同,测量结果就可能不同。更重要的是,翘曲是一种三维现象,在将三个角固定在一个平面的过程中会有某些力作用于板上,而这些复杂的作用力对没有固定的第四个角的影响很难估测。因而测量非固定角的高度可以知道板子是否会影响生产,但并不能说明高密度器件可否很好地焊接在板子上。
更有效的方法是应用波纹影像技术。在被测板的上面放置一个每英寸 100 线的光栅,另设一标准光源在上方以 45 ℃入射角射到光栅与板子上。光线藉由光栅在板上产生光栅影像,然后用一个 CCD 摄像机在板子的正上方 (0 ℃角 ) 观察光栅影像。在整个板面上可看到两个光栅之间产生的几何干涉条纹,这种条纹显示了 Z 轴方向的偏移量。
条纹的数量可以数出,然后用下面的公式算出板子的高度:
W=P/(tan a + tan b)
其中 P 是光栅间距 ( 线与线之间的中心距 ) , a 是照射角度, b 是观察角度。
但是对条纹进行观察和测量并不能直观表示出实际的翘曲情况。三维数据要藉由一系列复杂算法计算出,用这种算法可将条纹图像转化为偏移数据。附图显示了用这种方法观察线路板、组件及未贴装组件的翘曲情况。
光栅影像技术还可测量线路板和组件在回流焊温度下的平面度,藉由仿真回流焊温度观察和测量温度变化时的翘曲情况,而其他方法则无法进行此类测量。
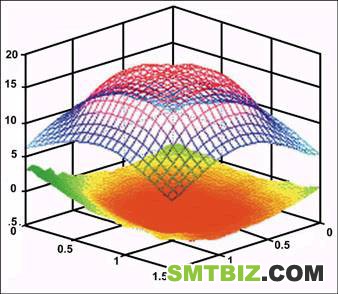
在许多场合,某一个焊盘区或某个组件在回流焊之前及之后的室温下都非常平整,但仍然会出现焊接问题。图 1 是在回流焊温度下一个 40mm BGA 器件及其焊盘区域的图像,这里 PCB( 只显示了相关部份 ) 和组件分别在规定的回流焊曲线 ( 峰值温度 225 ℃ ) 下单独观测,并将结果记录下来。
从图中可以看出,回流焊使 BGA 和焊盘向相反的方向弯曲,所以回流焊过程会在焊球上产生很大的应力。
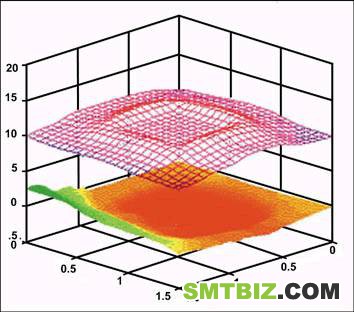
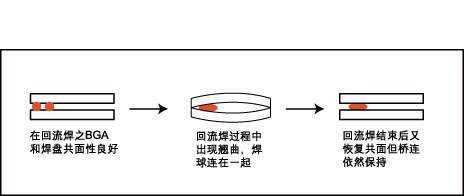
图 2 所示的 BGA 在脚 1 处与邻近焊盘出现大量桥连 ( 焊盘图像左边绿色区域 ) 。由于组件和焊盘区域在回流焊前后都是很平整的,所以引起桥连的原因让人感到非常迷惑。但我们在仿真回流焊温度 ( 如图 1 的做法 ) 条件下对二者进行观察,就可以看见焊盘和 BGA 都出现了翘曲,最大垂直偏移从 0.431mm 到 0.457mm 。在多数焊接区域,焊球实际受到一个拉力,但是在脚 1 附近的焊球却受到挤压直到与旁边的其它焊点连到一起。回流焊完成之后的冷却过程中,温度降到 183 ℃时焊接突起开始凝固,桥连就成为永久性的缺陷。图 3 表示缺陷形成过程。
知道了组件在回流焊过程中的这种特性后,生产制程人员就可以对制程进行调整以改善线路板和零配件的机械特性,从而优化制程,大大减少缺陷的发生。
光栅影像技术应用范围非常广,既适用于实验室也可用于在线生产,它可以对整个线路板 ( 不论是否已经组装 ) 、单个焊盘以及 JEDEC 盘中的组件进行测量。随着线路板密度越来越高、尺寸越来越小以及无铅焊料和无溴材料的采用,装连精度成为影响利润的重要因素,因此快速地测量这些参数也变得更加重要。


