本文介绍,了解一种锡膏在一个特定的应用中将怎样表现,是达到高效生产率的关键。
在任何表面贴装装配过程中,达到一个较高的第一次通过合格率 (FPY, first-pass yield) 是生产运行效率和最终产品质量的关键因素。有助于高合格率的两个元素特别与锡膏有关:锡膏的性能窗口和顶点的稳定性。
许多这种信息可以从锡膏供货商那里得到,因为菜单现,或可使用性标准程序,是产品开发过程的构成整体不可少的部分。一个锡膏制造商必须了解每个配方的适用性,以满足许多不同方面的性能标准:电信、汽车、合约制造、计算机、计算机外设设备、航空与商业应用等。
可是,准确了解在一个特定工艺中特殊配方如何表现是重要的,由于这个原因,标准程序,不管是由锡膏供货商或适用者实行,是达到高生产率的一个必要因素。
许多制造商,原设备制造商 (OEM) 和那些提供合约装配服务的,都依靠锡膏供货商进行工艺针对性的 (process-specific) 标准程序 (benchmarking) 研究。另外,那些将焦点集中在高质量生产的制造商应该进行自己的标准程序研究。使用实际上用于装配最终产品的设备,进行现场测试,这样将产生对生产级 (production-level) 结果的最准确预测。
不管是由使用者或供货商来进行,其程序应该产生比较一种配方与另一种配方的可计量的结果。甚至如果制造商只依靠供货商作标准程序,也应该了解程序步骤,以便可适当地评估结果。在设计测试标准中,典型的策略是为设计和工艺条件中大多数元素开发一种“最坏的情形”。本文框架提供一个目标方法,相对它,材料可以比较和对比。
以下确立标准的程序,用于提供免洗锡膏的功能特性的量的比较,包括可印刷性 (printability) 、扩散与塌落 (spread and slump) 特性、可焊性 (solderability) 、以及焊锡珠 / 球 (beading/balling) 的性能等的决定方法。制造商可用全部或部分的程序来开发内部的制订标准的程序或评估锡膏供货商的标准程序数据。
制订标准程序的工具
一个全面的标准程序应该由一套试验组成,量度锡膏从印刷到测试的可使用性。由于 52% - 72% 的表面贴装缺陷可归咎于印刷缺陷 1 ,本程序应该特别注重印刷。推荐的试验,按工序列出,是:
- 印刷
- 密间距 (fine-pitch) 的可印刷性
- 刮板 (squeegee) 的兼容性
- 印刷图形的扩散 (spread)
- 印刷图形的塌落 (slump)
- 模板 (stencil) 寿命
- 贴装
- 粘力 (tack force)/ 粘性寿命 / 能力
- 回流焊接
- 熔湿 (wetting)
- 温度曲线 (profile) 敏感性
- 焊锡结珠 / 锡球 (beading/balling)
- 残留物 (residue) 水平
- 其它
- 探针可测试性 (pin testability)
- 粘性 (viscosity)
- 离子色谱法 (Ion chromatography)
印刷
密间距可印刷性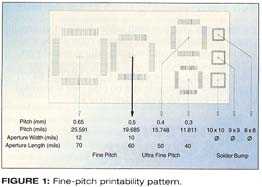
现在的市场很少要求低于 0.5mm 的间距。基于典型的市场需求,可印刷性测试应该集中在 20-mil(0.508mm) 的间距上。印刷速度变化从 15mm/ 秒 - 70mm/ 秒,对密间距,大多数应用在 25mm/ 秒。使用“最坏情况”的策略,本次标准程序的印刷测试选 70mm/ 秒。
金属刮板是工业的主流,常用 45 ° 和 60 ° 两种角度。 45 ° 角度倾向于引导锡膏条滚动、比 60 ° 角度印刷好一点,但可能要求更多的压力用某种材料来擦干净模板。选用 60 ° 的金属刮板,因为锡膏“粘着”刮板的抱怨在采用更陡的刮板角度时更厉害了。
为了量化相似材料配方中可印刷性的细小差别,在典型的 HASL(hot air level soldering) 光板上选用了一种平的惰性基底,因此 PCB 外形将不影响锡膏的可印刷性。工艺的其它元素也限制: 60 ° 角度的金属刮刀、 70mm/ 秒的刮刀速度、在每十二次印刷后擦抹模板、化学蚀刻 6-mil 厚度的模板、内部设计 ( 图一 ) 、 1" x 2" 的铝基板、从 100 个零件的运行中取样测量到 0.5mm 间距。
测量系统程序的设计是与测试程序设计,和用于数据分析与显示的电子表格内的一系列宏命令一起的。该程序在每个印刷焊盘运行 10 格 ( 列 ) ,沿格子每 0.5mil 测量其高度。使用的传感器的高度分辨率为 0.03mil , 2 宽度分辨率为 0.5mil 。每次印刷的所有 64 个焊盘都测量,产生每次印刷 28,160 个高度测量,每次测试总共 140,800 个高度测量。这个高度数据通过下面三个步骤减少到可管理的信息量: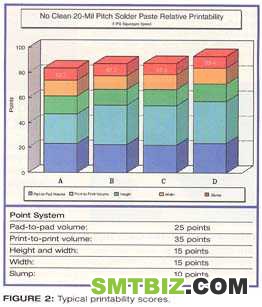
1 、测量系统输出每平方 mil 的分割面积,焊盘宽度和焊盘每个分割的平均焊盘高度。分割面积乘以分割间距 (6 mil) ,得到近似精确的体积,立方 mil 。
2 、数据然后输入到电子表格,在这里一系列的宏命令起动,计算出焊盘体积 ( 描绘平行与垂直焊盘数据 ) 、焊盘平均高度 ( 在锡膏平台出 ) 、和焊盘平均宽度。
3 、因为许多材料与只来自步骤二的数据,其结果是使用客观来源的数据对可印刷性的主观评估。一个分数制度,标准偏差除以平均值,用来圆整变量的计算 ( 图二 ) 。对“塌落”进行了计算,定义为平均宽度和 10mils( 模板开孔宽度 ) 之间的绝对差。比开孔宽度小或大的印刷宽度同等对待。对缺少变化的给予分数。
刮刀的兼容性
除了刮刀角度的特性外,刮刀的形状也可影响特定角度的锡膏的表现。基本上,刮刀越钝,将要求更大的压力把模板顶面彻底刮干净。
对各种金属刮刀边缘的简单显微镜检查,会发现很大的差别。涂层金属刮刀与电成型刮刀形状的视觉差别相当于一对一半的刮干净所要求的刮刀压力。锡膏性能受到影响,因为较小的刮刀压力通常模板擦抹的频率也较少。
对印刷机制造商提供的一些“空心刮刀”选项的配方兼容性对锡膏配方者也是关键的。密间距印刷测试可用来描述一个给定配方的工艺窗口的特征。
印刷图形扩散
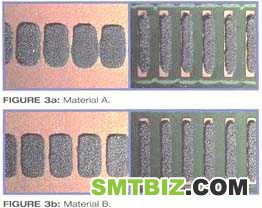
图形扩散经常看作是塌落 (slump) ,但扩散是发生在印刷过程中,而不是在印刷工艺之后,由时间、热或湿度所引起。当相当大的焊盘相互很靠近时,在多数配方中只要印两次就有产生扩散的作用。间隔小焊盘大使这个特征比密间距焊盘要明显得多 ( 图 3a, 3b) 。
图 3a, 3b 所示的 SOIC 焊盘与密间距焊盘是用 6-mil 厚的模板印刷于测试 PCB 。印刷后马上拍下照片。材料 A 的大焊盘由于扩散而桥接,材料 B 中的间隙明显。密间距焊盘对两种材料看上去相似。材料 B 与材料 A 是相同配方,但含有额外的流变调节剂。
增加印刷厚度可能使扩散恶化,这可能是模板与 PCB 焊盘之间的密封不好的结果。因此,这个测试模式的模板是 8-mil 厚度,由于很小的焊盘间隔,使用激光切割和微抛光 ( 图四 ) 。虽然在测试模式中前面两排的很细小间隔是不常见的,但它们提供一个设计的最坏情况的型谱,模拟密封差的效果。
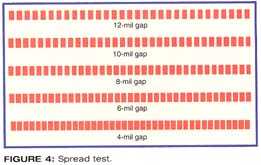
几次成功的印刷中,记录下少到只有两颗焊锡颗粒桥接的间隔数量。使用激光三角测量找到短接或桥接间隔的数量与平均焊盘宽度之间的直接关系。这种宽焊盘印刷或扩散直接和给定材料的摇熔性 (thixotropy) ,或者从其通过模板开孔时遇到的剪切力恢复的能力有关。几个与扩散有关的负面特性:挑战模板到焊盘密封条件的较差挤压特性,较频繁的模板摸擦,和密间距短路的增加。
印刷图形塌落
塌落 (slump) 不同于扩散,印刷后的环境压力作用于印刷物上,其宽度会增加。这种压力是简单的,如板在室温下保留 15 分钟,或在模拟回流温度曲线的预热阶段的 150 ° C 炉中 15 分钟。一个经常忽视的环境压力是湿度,它可能影响水溶性 (water-soluble) 配方,但对免洗配方几乎不明显。
印刷图形塌落的测试方法与可印刷性的测试很相似,因为使用了相同的测试模式。不同的是样品在印刷之后马上测量,在调节一段时间后再次测量。测量可印刷性使用的激光三角测量方法是一个高度定量方法。塌落测试使用 0.1 mil 的高度测量一次进给量,而不是每个 0.5 mil ,并且焊盘中间记录一格。
模板寿命
模板寿命大概与一种材料由于溶剂蒸发其干燥的速度有多快有关,可能由于加热、低湿度和锡膏或开孔上面的空气运动而加速。模板寿命测定必须在恒定的环境中完成,提供材料之间的有意义的比较。模板寿命可通过当锡膏在特定的环境中连续地印刷时每小时进行可印刷性测试来决定。
另一个有用的测试是在一段模拟印刷过程间隔效果的延时之后印刷锡膏。前面描述的相同的可印刷性测试对评估印刷机闲置的影响是有用的。这个测试应该在以每半小时递增的几个小时的时间上进行。 应该重点注意印刷机的环境,测试在两种条件下进行:正常,如 50% RH ( 相当湿度 )/70 ° F ,和最坏情况,如 25% RH/85 ° F 。另外,水溶性配方应该在 75%RH/85 ° F 条件下测试。
贴装
粘持力 / 寿命 / 能力 (tack force/life/energy)
锡膏配方的粘性对量化是重要的,由于今天高速组件贴装设备速度的增加。 40mm/ 秒 2 的台面加速度对射片机 (chip shooter) 是常见的。测量粘性的最常用方法, IPC-TM-650 方法 2.4.44 3 ,如下:
- 测试的每小时在玻璃片 (1"x3") 上印刷 6 个点, 0.25" 直径、 10-mil 厚度。对一个 8 小时的粘持力与时间的研究,在测试之前,必须产生 54 点。印刷点是使用金属刮刀和接触式印刷以保证一致的厚度。
- 一个 0.2" 直径的柱子以 2.5 mm/ 分钟相当较慢的速度插入锡膏点,直到再 2-lb 的力表上得到 300-g 的力。
- 柱面在负荷下停留在锡膏内 3-5 秒钟,然后以插入的相同速度收回,而玻璃片通过真空夹具固定在位置上。
- 在柱子拿出期间,记录最大拉力,并把它作为最大粘持力。这个最大粘持力可用 g/mm 2 表示,用最大粘持力除以柱子表面积。
- 柱子然后清洗、干燥,对其他五个样品印刷重复该过程。
- 每小时,计算出六个粘性测试的平均值,绘成图表。
柱子插入 / 拿出速度、插入力量、停留时间和甚至基板材料的不同都可能产生变化很大的粘性测试结果。测试之前,测试印刷应该放在没有空气流动和热源的地方,因此不至于加速锡膏干燥。存放应该是打开的,因为封闭的盒子会变得充满溶剂蒸汽和阻碍材料的自然干燥。分析数据多少是主观的,因为 IPC 没有提供通过 / 失败的标准,但是对高速设备的经验在表一中显示结果。
|
||||||||||
粘性寿命一般认为是保持最大值或者粘持力下降到最大值 80% 的时间长度。粘持能量是力与位移曲线的总能量,可能是粘性损失的较好指示。当锡膏接近于干燥,失去贴装期间保存组件能力的时候,峰值粘持力实际上在失去前显著地增加。可是,已经观察到总的粘持能量在这个增加期间显著下降。这个能量下降,在峰值力增加的同时,是由于在与锡膏点所有粘结失去之前保持传感器的距离非常的短,产生很高、但窄的力与位移的曲线。


